An error has occured:
PHPTAL_VariableNotFoundException Object
(
[srcFile] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html/collections
[srcLine] =>
[message:protected] => Attempt to read property 'getID' from NULL value
[string:Exception:private] =>
[code:protected] => 0
[file:protected] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html/collections
[line:protected] =>
[trace:Exception:private] => Array
(
[0] => Array
(
[file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_PHPTAL/PHPTAL/PHPTAL/Context.php
[line] => 353
[function] => pathError
[class] => PHPTAL_Context
[type] => ::
[args] => Array
(
[0] =>
[1] => getID
[2] => getID
)
)
[1] => Array
(
[file] => /tmp/tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag.php
[line] => 105
[function] => path
[class] => PHPTAL_Context
[type] => ::
[args] => Array
(
[0] =>
[1] => getID
)
)
[2] => Array
(
[file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_PHPTAL/PHPTAL/PHPTAL.php
[line] => 772
[function] => tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag_collections
[args] => Array
(
[0] => PHPTAL Object
(
[_prefilters:protected] => Array
(
)
[_prefilter:PHPTAL:private] => REMOVED: DO NOT USE
[_postfilter:protected] =>
[_repositories:protected] => Array
(
[0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh
)
[_path:protected] => record_macros.html
[_resolvers:protected] => Array
(
)
[_source:protected] => PHPTAL_FileSource Object
(
[_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html
)
[_codeFile:protected] => /tmp/tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag.php
[_functionName:protected] => tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag
[_prepared:protected] => 1
[_triggers:protected] => Array
(
)
[_translator:protected] =>
[_globalContext:protected] => stdClass Object
(
)
[_context:protected] => PHPTAL_Context Object
(
[_line] =>
[_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html
[repeat] => stdClass Object
(
)
[_xmlDeclaration] =>
[_docType] =>
[_nothrow:PHPTAL_Context:private] =>
[_slots:PHPTAL_Context:private] => Array
(
)
[_slotsStack:PHPTAL_Context:private] => Array
(
[0] => Array
(
)
[1] => Array
(
)
)
[_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object
(
[_line] =>
[_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html
[repeat] => stdClass Object
(
)
[_xmlDeclaration] =>
[_docType] =>
[_nothrow:PHPTAL_Context:private] =>
[_slots:PHPTAL_Context:private] => Array
(
)
[_slotsStack:PHPTAL_Context:private] => Array
(
[0] => Array
(
)
[1] => Array
(
)
)
[_parentContext:PHPTAL_Context:private] =>
[_globalContext:PHPTAL_Context:private] => stdClass Object
(
)
[_echoDeclarations:PHPTAL_Context:private] =>
[referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html
[curr_module] => Record
[styles] => Array
(
)
[javascript] => Array
(
[0] => jquery.min.js
)
[metas] => Array
(
[language] => en
[robots] => index, follow
)
[user] =>
[curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document
[base_url] => https://elcosh.org/index.php?module=Record
[title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ)
[language] => en
[search_query] =>
[module] => Record
[new_records] => Array
(
[0] => Search_Result Object
(
[title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles
[image] => /record/images/notavailable-p.png
[blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res...
[category] => Array
(
[0] => 12
[1] => 18
[2] => 52
[3] => 57
[4] => 70
[5] => 85
[6] => 87
[7] => 88
[8] => 89
[9] => 91
[10] => 90
[11] => 92
[12] => 93
[13] => 94
[14] => 95
[15] => 100
)
[labels] => Array
(
[0] => Crushed/Struck By
[1] => Work Environment
[2] => Hazards
[3] => Motor Vehicles/Heavy Equipment
[6] => Commercial Diver
[7] => Trades
[8] => Flagger
[10] => Operating Engineer
[12] => Truck Driver
[14] => Commercial & Institutional
[15] => Jobsites
[16] => Demolition
[18] => Disasters
[20] => Heavy & Highway
[22] => Industrial
[24] => LEED/Green Construction
[26] => Renovations
[28] => Residential
[30] => Underground
[32] => Toolbox Talks
[33] => Documents
[34] => Media & Documents
)
[type] => Toolbox Talks
[sub_category] =>
[url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html
[item:protected] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[12] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 12
[type:protected] => category
[parent:protected] => 7
[label:protected] => Crushed/Struck By
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[18] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 18
[type:protected] => category
[parent:protected] => 7
[label:protected] => Motor Vehicles/Heavy Equipment
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[52] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 52
[type:protected] => category
[parent:protected] => 2
[label:protected] => Commercial Diver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[57] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 57
[type:protected] => category
[parent:protected] => 2
[label:protected] => Flagger
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[70] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 70
[type:protected] => category
[parent:protected] => 2
[label:protected] => Operating Engineer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[85] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 85
[type:protected] => category
[parent:protected] => 2
[label:protected] => Truck Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[89] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 89
[type:protected] => category
[parent:protected] => 3
[label:protected] => Disasters
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[91] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 91
[type:protected] => category
[parent:protected] => 3
[label:protected] => Heavy & Highway
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[92] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 92
[type:protected] => category
[parent:protected] => 3
[label:protected] => LEED/Green Construction
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[93] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 93
[type:protected] => category
[parent:protected] => 3
[label:protected] => Renovations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[94] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 94
[type:protected] => category
[parent:protected] => 3
[label:protected] => Residential
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[100] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 100
[type:protected] => category
[parent:protected] => 6
[label:protected] => Toolbox Talks
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4428
[old_id:protected] =>
[elcosh_id:protected] => d001658
[type:protected] => document
[display_type:protected] => HTML only (and links)
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Daniela Caceres
[priority_id:protected] => 1
[title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment
[comments:protected] =>
[summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] => d001640
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] =>
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 12/23/21
[date_completed:protected] => 12/23/21
[date_billed:protected] =>
[date_modified:protected] => 05/19/23
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[1] => Search_Result Object
(
[title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards
[image] => /record/images/notavailable-p.png
[blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of...
[category] => Array
(
[0] => 16
[1] => 44
[2] => 45
[3] => 46
[4] => 47
[5] => 48
[6] => 49
[7] => 50
[8] => 51
[9] => 52
[10] => 53
[11] => 54
[12] => 55
[13] => 56
[14] => 57
[15] => 58
[16] => 59
[17] => 60
[18] => 61
[19] => 64
[20] => 65
[21] => 66
[22] => 67
[23] => 68
[24] => 69
[25] => 70
[26] => 71
[27] => 72
[28] => 73
[29] => 74
[30] => 75
[31] => 76
[32] => 77
[33] => 63
[34] => 78
[35] => 79
[36] => 80
[37] => 81
[38] => 82
[39] => 62
[40] => 83
[41] => 84
[42] => 85
[43] => 86
[44] => 87
[45] => 88
[46] => 89
[47] => 91
[48] => 90
[49] => 92
[50] => 93
[51] => 94
[52] => 95
)
[labels] => Array
(
[0] => Fire & Explosions
[1] => Work Environment
[2] => Hazards
[3] => Acoustical Ceiling Carpenter
[4] => Trades
[5] => Asbestos/Insulator
[7] => Boilermaker
[9] => Bricklayer
[11] => Cabinetmaker
[13] => Carpenter
[15] => Carpet Layer
[17] => Cement Mason
[19] => Commercial Diver
[21] => Concrete Polisher
[23] => Drywall Applicator Specialist
[25] => Electrical Worker
[27] => Elevator Constructor
[29] => Flagger
[31] => Glazier
[33] => Hazardous Waste Cleanup
[35] => HVAC
[37] => Interior Systems Carpenter
[39] => Laborer
[41] => Landscaper
[43] => Lather
[45] => Lead Abatement Worker
[47] => Maintenance Worker
[49] => Millwright
[51] => Operating Engineer
[53] => Painter
[55] => Paper Hanger
[57] => PCC/Restoration
[59] => Pile Driver
[61] => Plasterer
[63] => Plumber/Pipefitter
[65] => Refractory Worker
[67] => Reinforcing Ironworker
[69] => Roofer/Waterproofer
[71] => Scaffold Erector
[73] => Sheetmetal Worker
[75] => Sprinkler Fitter
[77] => Stonemason
[79] => Structural Ironworker
[81] => Terrazzo Worker
[83] => Tile Setter
[85] => Truck Driver
[87] => Welder
[89] => Commercial & Institutional
[90] => Jobsites
[91] => Demolition
[93] => Disasters
[95] => Heavy & Highway
[97] => Industrial
[99] => LEED/Green Construction
[101] => Renovations
[103] => Residential
[105] => Underground
)
[type] =>
[sub_category] =>
[url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html
[item:protected] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[16] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 16
[type:protected] => category
[parent:protected] => 7
[label:protected] => Fire & Explosions
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[44] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 44
[type:protected] => category
[parent:protected] => 2
[label:protected] => Acoustical Ceiling Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[45] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 45
[type:protected] => category
[parent:protected] => 2
[label:protected] => Asbestos/Insulator
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[46] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 46
[type:protected] => category
[parent:protected] => 2
[label:protected] => Boilermaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[48] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 48
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cabinetmaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[50] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 50
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpet Layer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[52] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 52
[type:protected] => category
[parent:protected] => 2
[label:protected] => Commercial Diver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[53] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 53
[type:protected] => category
[parent:protected] => 2
[label:protected] => Concrete Polisher
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[54] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 54
[type:protected] => category
[parent:protected] => 2
[label:protected] => Drywall Applicator Specialist
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[55] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 55
[type:protected] => category
[parent:protected] => 2
[label:protected] => Electrical Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[56] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 56
[type:protected] => category
[parent:protected] => 2
[label:protected] => Elevator Constructor
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[57] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 57
[type:protected] => category
[parent:protected] => 2
[label:protected] => Flagger
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[58] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 58
[type:protected] => category
[parent:protected] => 2
[label:protected] => Glazier
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[59] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 59
[type:protected] => category
[parent:protected] => 2
[label:protected] => Hazardous Waste Cleanup
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[60] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 60
[type:protected] => category
[parent:protected] => 2
[label:protected] => HVAC
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[61] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 61
[type:protected] => category
[parent:protected] => 2
[label:protected] => Interior Systems Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[65] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 65
[type:protected] => category
[parent:protected] => 2
[label:protected] => Landscaper
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[66] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 66
[type:protected] => category
[parent:protected] => 2
[label:protected] => Lather
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[67] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 67
[type:protected] => category
[parent:protected] => 2
[label:protected] => Lead Abatement Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[68] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 68
[type:protected] => category
[parent:protected] => 2
[label:protected] => Maintenance Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[69] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 69
[type:protected] => category
[parent:protected] => 2
[label:protected] => Millwright
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[70] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 70
[type:protected] => category
[parent:protected] => 2
[label:protected] => Operating Engineer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[71] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 71
[type:protected] => category
[parent:protected] => 2
[label:protected] => Painter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[72] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 72
[type:protected] => category
[parent:protected] => 2
[label:protected] => Paper Hanger
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[73] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 73
[type:protected] => category
[parent:protected] => 2
[label:protected] => PCC/Restoration
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[74] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 74
[type:protected] => category
[parent:protected] => 2
[label:protected] => Pile Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[75] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 75
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plasterer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[76] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 76
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plumber/Pipefitter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[77] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 77
[type:protected] => category
[parent:protected] => 2
[label:protected] => Refractory Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[78] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 78
[type:protected] => category
[parent:protected] => 2
[label:protected] => Roofer/Waterproofer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[80] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 80
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sheetmetal Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[81] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 81
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sprinkler Fitter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[82] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 82
[type:protected] => category
[parent:protected] => 2
[label:protected] => Stonemason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[83] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 83
[type:protected] => category
[parent:protected] => 2
[label:protected] => Terrazzo Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[84] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 84
[type:protected] => category
[parent:protected] => 2
[label:protected] => Tile Setter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[85] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 85
[type:protected] => category
[parent:protected] => 2
[label:protected] => Truck Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[86] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 86
[type:protected] => category
[parent:protected] => 2
[label:protected] => Welder
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[89] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 89
[type:protected] => category
[parent:protected] => 3
[label:protected] => Disasters
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[91] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 91
[type:protected] => category
[parent:protected] => 3
[label:protected] => Heavy & Highway
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[92] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 92
[type:protected] => category
[parent:protected] => 3
[label:protected] => LEED/Green Construction
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[93] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 93
[type:protected] => category
[parent:protected] => 3
[label:protected] => Renovations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[94] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 94
[type:protected] => category
[parent:protected] => 3
[label:protected] => Residential
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4426
[old_id:protected] =>
[elcosh_id:protected] => d001656
[type:protected] => document
[display_type:protected] => HTML only (and links)
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Mike Aguilar
[priority_id:protected] => 1
[title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards
[total_pages:protected] => 1
[billed_pages:protected] => 1
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => DeWalt, Fire Hazards, recall, headphones
[comments:protected] =>
[summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards.
[transition_comments:protected] =>
[external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive
[consol_link:protected] =>
[more_like_this:protected] =>
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] =>
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 12/13/21
[date_completed:protected] => 12/13/21
[date_billed:protected] =>
[date_modified:protected] => 12/13/21
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[2] => Search_Result Object
(
[title] => Working in an Enclosed Cab
[image] => /record/images/notavailable-p.png
[blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang...
[category] => Array
(
[0] => 10
[1] => 16
[2] => 24
[3] => 37
[4] => 46
[5] => 48
[6] => 49
[7] => 51
[8] => 53
[9] => 54
[10] => 56
[11] => 58
[12] => 59
[13] => 60
[14] => 61
[15] => 64
[16] => 66
[17] => 68
[18] => 69
[19] => 71
[20] => 73
[21] => 74
[22] => 76
[23] => 77
[24] => 63
[25] => 80
[26] => 82
[27] => 62
[28] => 83
[29] => 84
[30] => 86
[31] => 88
[32] => 89
[33] => 95
[34] => 102
)
[labels] => Array
(
[0] => Confined Spaces
[1] => Work Environment
[2] => Hazards
[3] => Fire & Explosions
[6] => Trenches & Excavations
[9] => Silica /Construction Dust
[10] => Inhalation/Skin Exposures
[12] => Boilermaker
[13] => Trades
[14] => Cabinetmaker
[16] => Carpenter
[18] => Cement Mason
[20] => Concrete Polisher
[22] => Drywall Applicator Specialist
[24] => Elevator Constructor
[26] => Glazier
[28] => Hazardous Waste Cleanup
[30] => HVAC
[32] => Interior Systems Carpenter
[34] => Laborer
[36] => Lather
[38] => Maintenance Worker
[40] => Millwright
[42] => Painter
[44] => PCC/Restoration
[46] => Pile Driver
[48] => Plumber/Pipefitter
[50] => Refractory Worker
[52] => Reinforcing Ironworker
[54] => Sheetmetal Worker
[56] => Stonemason
[58] => Structural Ironworker
[60] => Terrazzo Worker
[62] => Tile Setter
[64] => Welder
[66] => Demolition
[67] => Jobsites
[68] => Disasters
[70] => Underground
[72] => Handouts
[73] => Documents
[74] => Media & Documents
)
[type] => Handouts
[sub_category] =>
[url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html
[item:protected] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[10] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 10
[type:protected] => category
[parent:protected] => 7
[label:protected] => Confined Spaces
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[16] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 16
[type:protected] => category
[parent:protected] => 7
[label:protected] => Fire & Explosions
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[24] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 24
[type:protected] => category
[parent:protected] => 7
[label:protected] => Trenches & Excavations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[37] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 37
[type:protected] => category
[parent:protected] => 8
[label:protected] => Silica /Construction Dust
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[46] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 46
[type:protected] => category
[parent:protected] => 2
[label:protected] => Boilermaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[48] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 48
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cabinetmaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[53] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 53
[type:protected] => category
[parent:protected] => 2
[label:protected] => Concrete Polisher
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[54] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 54
[type:protected] => category
[parent:protected] => 2
[label:protected] => Drywall Applicator Specialist
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[56] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 56
[type:protected] => category
[parent:protected] => 2
[label:protected] => Elevator Constructor
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[58] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 58
[type:protected] => category
[parent:protected] => 2
[label:protected] => Glazier
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[59] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 59
[type:protected] => category
[parent:protected] => 2
[label:protected] => Hazardous Waste Cleanup
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[60] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 60
[type:protected] => category
[parent:protected] => 2
[label:protected] => HVAC
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[61] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 61
[type:protected] => category
[parent:protected] => 2
[label:protected] => Interior Systems Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[66] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 66
[type:protected] => category
[parent:protected] => 2
[label:protected] => Lather
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[68] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 68
[type:protected] => category
[parent:protected] => 2
[label:protected] => Maintenance Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[69] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 69
[type:protected] => category
[parent:protected] => 2
[label:protected] => Millwright
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[71] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 71
[type:protected] => category
[parent:protected] => 2
[label:protected] => Painter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[73] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 73
[type:protected] => category
[parent:protected] => 2
[label:protected] => PCC/Restoration
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[74] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 74
[type:protected] => category
[parent:protected] => 2
[label:protected] => Pile Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[76] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 76
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plumber/Pipefitter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[77] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 77
[type:protected] => category
[parent:protected] => 2
[label:protected] => Refractory Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[80] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 80
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sheetmetal Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[82] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 82
[type:protected] => category
[parent:protected] => 2
[label:protected] => Stonemason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[83] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 83
[type:protected] => category
[parent:protected] => 2
[label:protected] => Terrazzo Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[84] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 84
[type:protected] => category
[parent:protected] => 2
[label:protected] => Tile Setter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[86] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 86
[type:protected] => category
[parent:protected] => 2
[label:protected] => Welder
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[89] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 89
[type:protected] => category
[parent:protected] => 3
[label:protected] => Disasters
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[102] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 102
[type:protected] => category
[parent:protected] => 6
[label:protected] => Handouts
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4415
[old_id:protected] =>
[elcosh_id:protected] => d001651
[type:protected] => document
[display_type:protected] => HTML only (and links)
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Valeria Contreras
[priority_id:protected] => 1
[title:protected] => Working in an Enclosed Cab
[total_pages:protected] => 1
[billed_pages:protected] => 1
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine
[comments:protected] =>
[summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] =>
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] =>
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 10/08/20
[date_completed:protected] => 10/08/20
[date_billed:protected] =>
[date_modified:protected] => 10/08/20
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[3] => Search_Result Object
(
[title] => Toolbox Talk: Suicide Prevention
[image] => /record/images/notavailable-p.png
[blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example...
[category] => Array
(
[0] => 13
[1] => 20
[2] => 23
[3] => 40
[4] => 44
[5] => 45
[6] => 46
[7] => 47
[8] => 48
[9] => 49
[10] => 50
[11] => 51
[12] => 52
[13] => 53
[14] => 54
[15] => 55
[16] => 56
[17] => 57
[18] => 58
[19] => 59
[20] => 60
[21] => 61
[22] => 64
[23] => 65
[24] => 66
[25] => 67
[26] => 68
[27] => 69
[28] => 70
[29] => 71
[30] => 72
[31] => 73
[32] => 74
[33] => 75
[34] => 76
[35] => 77
[36] => 63
[37] => 78
[38] => 79
[39] => 80
[40] => 81
[41] => 82
[42] => 62
[43] => 83
[44] => 84
[45] => 85
[46] => 86
[47] => 87
[48] => 88
[49] => 89
[50] => 91
[51] => 90
[52] => 92
[53] => 93
[54] => 94
[55] => 95
[56] => 100
)
[labels] => Array
(
[0] => Drugs, Alcohol & Tobacco
[1] => Work Environment
[2] => Hazards
[3] => Safety Culture
[6] => Stress & Overtime
[9] => Overexertion
[10] => Ergonomic
[12] => Acoustical Ceiling Carpenter
[13] => Trades
[14] => Asbestos/Insulator
[16] => Boilermaker
[18] => Bricklayer
[20] => Cabinetmaker
[22] => Carpenter
[24] => Carpet Layer
[26] => Cement Mason
[28] => Commercial Diver
[30] => Concrete Polisher
[32] => Drywall Applicator Specialist
[34] => Electrical Worker
[36] => Elevator Constructor
[38] => Flagger
[40] => Glazier
[42] => Hazardous Waste Cleanup
[44] => HVAC
[46] => Interior Systems Carpenter
[48] => Laborer
[50] => Landscaper
[52] => Lather
[54] => Lead Abatement Worker
[56] => Maintenance Worker
[58] => Millwright
[60] => Operating Engineer
[62] => Painter
[64] => Paper Hanger
[66] => PCC/Restoration
[68] => Pile Driver
[70] => Plasterer
[72] => Plumber/Pipefitter
[74] => Refractory Worker
[76] => Reinforcing Ironworker
[78] => Roofer/Waterproofer
[80] => Scaffold Erector
[82] => Sheetmetal Worker
[84] => Sprinkler Fitter
[86] => Stonemason
[88] => Structural Ironworker
[90] => Terrazzo Worker
[92] => Tile Setter
[94] => Truck Driver
[96] => Welder
[98] => Commercial & Institutional
[99] => Jobsites
[100] => Demolition
[102] => Disasters
[104] => Heavy & Highway
[106] => Industrial
[108] => LEED/Green Construction
[110] => Renovations
[112] => Residential
[114] => Underground
[116] => Toolbox Talks
[117] => Documents
[118] => Media & Documents
)
[type] => Toolbox Talks
[sub_category] =>
[url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html
[item:protected] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[13] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 13
[type:protected] => category
[parent:protected] => 7
[label:protected] => Drugs, Alcohol & Tobacco
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[20] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 20
[type:protected] => category
[parent:protected] => 7
[label:protected] => Safety Culture
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[23] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 23
[type:protected] => category
[parent:protected] => 7
[label:protected] => Stress & Overtime
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[40] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 40
[type:protected] => category
[parent:protected] => 9
[label:protected] => Overexertion
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[44] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 44
[type:protected] => category
[parent:protected] => 2
[label:protected] => Acoustical Ceiling Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[45] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 45
[type:protected] => category
[parent:protected] => 2
[label:protected] => Asbestos/Insulator
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[46] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 46
[type:protected] => category
[parent:protected] => 2
[label:protected] => Boilermaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[48] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 48
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cabinetmaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[50] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 50
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpet Layer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[52] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 52
[type:protected] => category
[parent:protected] => 2
[label:protected] => Commercial Diver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[53] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 53
[type:protected] => category
[parent:protected] => 2
[label:protected] => Concrete Polisher
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[54] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 54
[type:protected] => category
[parent:protected] => 2
[label:protected] => Drywall Applicator Specialist
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[55] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 55
[type:protected] => category
[parent:protected] => 2
[label:protected] => Electrical Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[56] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 56
[type:protected] => category
[parent:protected] => 2
[label:protected] => Elevator Constructor
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[57] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 57
[type:protected] => category
[parent:protected] => 2
[label:protected] => Flagger
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[58] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 58
[type:protected] => category
[parent:protected] => 2
[label:protected] => Glazier
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[59] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 59
[type:protected] => category
[parent:protected] => 2
[label:protected] => Hazardous Waste Cleanup
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[60] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 60
[type:protected] => category
[parent:protected] => 2
[label:protected] => HVAC
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[61] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 61
[type:protected] => category
[parent:protected] => 2
[label:protected] => Interior Systems Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[65] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 65
[type:protected] => category
[parent:protected] => 2
[label:protected] => Landscaper
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[66] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 66
[type:protected] => category
[parent:protected] => 2
[label:protected] => Lather
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[67] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 67
[type:protected] => category
[parent:protected] => 2
[label:protected] => Lead Abatement Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[68] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 68
[type:protected] => category
[parent:protected] => 2
[label:protected] => Maintenance Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[69] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 69
[type:protected] => category
[parent:protected] => 2
[label:protected] => Millwright
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[70] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 70
[type:protected] => category
[parent:protected] => 2
[label:protected] => Operating Engineer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[71] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 71
[type:protected] => category
[parent:protected] => 2
[label:protected] => Painter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[72] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 72
[type:protected] => category
[parent:protected] => 2
[label:protected] => Paper Hanger
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[73] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 73
[type:protected] => category
[parent:protected] => 2
[label:protected] => PCC/Restoration
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[74] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 74
[type:protected] => category
[parent:protected] => 2
[label:protected] => Pile Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[75] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 75
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plasterer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[76] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 76
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plumber/Pipefitter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[77] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 77
[type:protected] => category
[parent:protected] => 2
[label:protected] => Refractory Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[78] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 78
[type:protected] => category
[parent:protected] => 2
[label:protected] => Roofer/Waterproofer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[80] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 80
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sheetmetal Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[81] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 81
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sprinkler Fitter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[82] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 82
[type:protected] => category
[parent:protected] => 2
[label:protected] => Stonemason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[83] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 83
[type:protected] => category
[parent:protected] => 2
[label:protected] => Terrazzo Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[84] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 84
[type:protected] => category
[parent:protected] => 2
[label:protected] => Tile Setter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[85] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 85
[type:protected] => category
[parent:protected] => 2
[label:protected] => Truck Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[86] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 86
[type:protected] => category
[parent:protected] => 2
[label:protected] => Welder
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[89] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 89
[type:protected] => category
[parent:protected] => 3
[label:protected] => Disasters
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[91] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 91
[type:protected] => category
[parent:protected] => 3
[label:protected] => Heavy & Highway
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[92] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 92
[type:protected] => category
[parent:protected] => 3
[label:protected] => LEED/Green Construction
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[93] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 93
[type:protected] => category
[parent:protected] => 3
[label:protected] => Renovations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[94] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 94
[type:protected] => category
[parent:protected] => 3
[label:protected] => Residential
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[100] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 100
[type:protected] => category
[parent:protected] => 6
[label:protected] => Toolbox Talks
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4419
[old_id:protected] =>
[elcosh_id:protected] => d001652
[type:protected] => document
[display_type:protected] => HTML only (and links)
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Valeria Contreras
[priority_id:protected] => 1
[title:protected] => Toolbox Talk: Suicide Prevention
[total_pages:protected] => 1
[billed_pages:protected] => 1
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health
[comments:protected] =>
[summary:protected] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] =>
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] =>
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 10/08/20
[date_completed:protected] => 10/08/20
[date_billed:protected] =>
[date_modified:protected] => 05/19/23
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[4] => Search_Result Object
(
[title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs
[image] => /record/images/notavailable-p.png
[blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi...
[category] => Array
(
[0] => 10
[1] => 16
[2] => 20
[3] => 24
[4] => 37
[5] => 44
[6] => 46
[7] => 47
[8] => 48
[9] => 49
[10] => 51
[11] => 53
[12] => 54
[13] => 56
[14] => 58
[15] => 60
[16] => 61
[17] => 64
[18] => 66
[19] => 69
[20] => 70
[21] => 71
[22] => 73
[23] => 63
[24] => 78
[25] => 79
[26] => 80
[27] => 82
[28] => 62
[29] => 83
[30] => 84
[31] => 86
[32] => 88
[33] => 89
[34] => 90
[35] => 95
[36] => 100
)
[labels] => Array
(
[0] => Confined Spaces
[1] => Work Environment
[2] => Hazards
[3] => Fire & Explosions
[6] => Safety Culture
[9] => Trenches & Excavations
[12] => Silica /Construction Dust
[13] => Inhalation/Skin Exposures
[15] => Acoustical Ceiling Carpenter
[16] => Trades
[17] => Boilermaker
[19] => Bricklayer
[21] => Cabinetmaker
[23] => Carpenter
[25] => Cement Mason
[27] => Concrete Polisher
[29] => Drywall Applicator Specialist
[31] => Elevator Constructor
[33] => Glazier
[35] => HVAC
[37] => Interior Systems Carpenter
[39] => Laborer
[41] => Lather
[43] => Millwright
[45] => Operating Engineer
[47] => Painter
[49] => PCC/Restoration
[51] => Reinforcing Ironworker
[53] => Roofer/Waterproofer
[55] => Scaffold Erector
[57] => Sheetmetal Worker
[59] => Stonemason
[61] => Structural Ironworker
[63] => Terrazzo Worker
[65] => Tile Setter
[67] => Welder
[69] => Demolition
[70] => Jobsites
[71] => Disasters
[73] => Industrial
[75] => Underground
[77] => Toolbox Talks
[78] => Documents
[79] => Media & Documents
)
[type] => Toolbox Talks
[sub_category] =>
[url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html
[item:protected] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[10] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 10
[type:protected] => category
[parent:protected] => 7
[label:protected] => Confined Spaces
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[16] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 16
[type:protected] => category
[parent:protected] => 7
[label:protected] => Fire & Explosions
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[20] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 20
[type:protected] => category
[parent:protected] => 7
[label:protected] => Safety Culture
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[24] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 24
[type:protected] => category
[parent:protected] => 7
[label:protected] => Trenches & Excavations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[37] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 37
[type:protected] => category
[parent:protected] => 8
[label:protected] => Silica /Construction Dust
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[44] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 44
[type:protected] => category
[parent:protected] => 2
[label:protected] => Acoustical Ceiling Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[46] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 46
[type:protected] => category
[parent:protected] => 2
[label:protected] => Boilermaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[48] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 48
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cabinetmaker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[53] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 53
[type:protected] => category
[parent:protected] => 2
[label:protected] => Concrete Polisher
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[54] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 54
[type:protected] => category
[parent:protected] => 2
[label:protected] => Drywall Applicator Specialist
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[56] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 56
[type:protected] => category
[parent:protected] => 2
[label:protected] => Elevator Constructor
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[58] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 58
[type:protected] => category
[parent:protected] => 2
[label:protected] => Glazier
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[60] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 60
[type:protected] => category
[parent:protected] => 2
[label:protected] => HVAC
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[61] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 61
[type:protected] => category
[parent:protected] => 2
[label:protected] => Interior Systems Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[66] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 66
[type:protected] => category
[parent:protected] => 2
[label:protected] => Lather
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[69] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 69
[type:protected] => category
[parent:protected] => 2
[label:protected] => Millwright
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[70] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 70
[type:protected] => category
[parent:protected] => 2
[label:protected] => Operating Engineer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[71] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 71
[type:protected] => category
[parent:protected] => 2
[label:protected] => Painter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[73] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 73
[type:protected] => category
[parent:protected] => 2
[label:protected] => PCC/Restoration
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[78] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 78
[type:protected] => category
[parent:protected] => 2
[label:protected] => Roofer/Waterproofer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[80] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 80
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sheetmetal Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[82] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 82
[type:protected] => category
[parent:protected] => 2
[label:protected] => Stonemason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[83] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 83
[type:protected] => category
[parent:protected] => 2
[label:protected] => Terrazzo Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[84] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 84
[type:protected] => category
[parent:protected] => 2
[label:protected] => Tile Setter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[86] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 86
[type:protected] => category
[parent:protected] => 2
[label:protected] => Welder
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[89] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 89
[type:protected] => category
[parent:protected] => 3
[label:protected] => Disasters
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[100] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 100
[type:protected] => category
[parent:protected] => 6
[label:protected] => Toolbox Talks
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4420
[old_id:protected] =>
[elcosh_id:protected] => d001653
[type:protected] => document
[display_type:protected] => HTML only (and links)
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Daniela Caceres
[priority_id:protected] => 1
[title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs
[total_pages:protected] => 1
[billed_pages:protected] => 1
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle
[comments:protected] =>
[summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] =>
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] =>
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 10/08/20
[date_completed:protected] => 10/08/20
[date_billed:protected] =>
[date_modified:protected] => 05/19/23
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
)
[new_images] => Array
(
[0] => Search_Result Object
(
[title] => Toolbox talk - crew view
[image] => /record/images/4005-p.jpg
[blurb] => Photo of crew listening to a toolbox safety talk before starting work....
[category] => Array
(
[0] => 97
[1] => 20
[2] => 47
[3] => 49
[4] => 51
[5] => 55
[6] => 61
[7] => 64
[8] => 71
[9] => 75
[10] => 63
[11] => 79
[12] => 62
[13] => 87
[14] => 88
[15] => 91
[16] => 90
[17] => 93
[18] => 94
[19] => 95
)
[labels] => Array
(
[0] => Images
[1] => Media
[2] => Media & Documents
[3] => Safety Culture
[4] => Work Environment
[5] => Hazards
[6] => Bricklayer
[7] => Trades
[8] => Carpenter
[10] => Cement Mason
[12] => Electrical Worker
[14] => Interior Systems Carpenter
[16] => Laborer
[18] => Painter
[20] => Plasterer
[22] => Reinforcing Ironworker
[24] => Scaffold Erector
[26] => Structural Ironworker
[28] => Commercial & Institutional
[29] => Jobsites
[30] => Demolition
[32] => Heavy & Highway
[34] => Industrial
[36] => Renovations
[38] => Residential
[40] => Underground
)
[type] => Images
[sub_category] =>
[url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html
[item:protected] => ImageRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[97] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 97
[type:protected] => category
[parent:protected] => 5
[label:protected] => Images
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[20] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 20
[type:protected] => category
[parent:protected] => 7
[label:protected] => Safety Culture
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[55] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 55
[type:protected] => category
[parent:protected] => 2
[label:protected] => Electrical Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[61] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 61
[type:protected] => category
[parent:protected] => 2
[label:protected] => Interior Systems Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[71] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 71
[type:protected] => category
[parent:protected] => 2
[label:protected] => Painter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[75] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 75
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plasterer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[91] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 91
[type:protected] => category
[parent:protected] => 3
[label:protected] => Heavy & Highway
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[93] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 93
[type:protected] => category
[parent:protected] => 3
[label:protected] => Renovations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[94] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 94
[type:protected] => category
[parent:protected] => 3
[label:protected] => Residential
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4005
[old_id:protected] =>
[elcosh_id:protected] => i002692
[type:protected] => image
[display_type:protected] => Image
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Bruce Lippy
[priority_id:protected] => 1
[title:protected] => Toolbox talk - crew view
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish
[comments:protected] =>
[summary:protected] => Photo of crew listening to a toolbox safety talk before starting work.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html
[more_like_this:protected] => i002691,d001269, c000079, d001285
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] => jpg
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] => Morgan Zavertnik and Hoar Construction
[img_practice:protected] => good
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => November 2015
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 03/02/16
[date_completed:protected] => 03/02/16
[date_billed:protected] =>
[date_modified:protected] => 03/02/16
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[1] => Search_Result Object
(
[title] => Toolbox talk - long shot
[image] => /record/images/4006-p.jpg
[blurb] => This crew gathered every morning before starting work to discuss a new safety topic....
[category] => Array
(
[0] => 20
[1] => 47
[2] => 49
[3] => 51
[4] => 55
[5] => 64
[6] => 68
[7] => 75
[8] => 76
[9] => 63
[10] => 78
[11] => 79
[12] => 82
[13] => 62
[14] => 87
[15] => 88
[16] => 91
[17] => 90
[18] => 93
[19] => 94
[20] => 95
[21] => 97
)
[labels] => Array
(
[0] => Safety Culture
[1] => Work Environment
[2] => Hazards
[3] => Bricklayer
[4] => Trades
[5] => Carpenter
[7] => Cement Mason
[9] => Electrical Worker
[11] => Laborer
[13] => Maintenance Worker
[15] => Plasterer
[17] => Plumber/Pipefitter
[19] => Reinforcing Ironworker
[21] => Roofer/Waterproofer
[23] => Scaffold Erector
[25] => Stonemason
[27] => Structural Ironworker
[29] => Commercial & Institutional
[30] => Jobsites
[31] => Demolition
[33] => Heavy & Highway
[35] => Industrial
[37] => Renovations
[39] => Residential
[41] => Underground
[43] => Images
[44] => Media
[45] => Media & Documents
)
[type] => Images
[sub_category] =>
[url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html
[item:protected] => ImageRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[20] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 20
[type:protected] => category
[parent:protected] => 7
[label:protected] => Safety Culture
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[55] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 55
[type:protected] => category
[parent:protected] => 2
[label:protected] => Electrical Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[68] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 68
[type:protected] => category
[parent:protected] => 2
[label:protected] => Maintenance Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[75] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 75
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plasterer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[76] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 76
[type:protected] => category
[parent:protected] => 2
[label:protected] => Plumber/Pipefitter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[78] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 78
[type:protected] => category
[parent:protected] => 2
[label:protected] => Roofer/Waterproofer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[82] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 82
[type:protected] => category
[parent:protected] => 2
[label:protected] => Stonemason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[88] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 88
[type:protected] => category
[parent:protected] => 3
[label:protected] => Demolition
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[91] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 91
[type:protected] => category
[parent:protected] => 3
[label:protected] => Heavy & Highway
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[93] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 93
[type:protected] => category
[parent:protected] => 3
[label:protected] => Renovations
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[94] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 94
[type:protected] => category
[parent:protected] => 3
[label:protected] => Residential
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[95] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 95
[type:protected] => category
[parent:protected] => 3
[label:protected] => Underground
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[97] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 97
[type:protected] => category
[parent:protected] => 5
[label:protected] => Images
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4006
[old_id:protected] =>
[elcosh_id:protected] => i002693
[type:protected] => image
[display_type:protected] => Image
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Bruce Lippy
[priority_id:protected] => 1
[title:protected] => Toolbox talk - long shot
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => toolbox talk, tailgate talk, safety minute
[comments:protected] =>
[summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html
[more_like_this:protected] => i002691,i002692,d001269,d000527
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] => jpg
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] => Morgan Zavertnik and Hoar Construction
[img_practice:protected] => good
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => November 2015
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 03/02/16
[date_completed:protected] => 03/02/16
[date_billed:protected] =>
[date_modified:protected] => 03/02/16
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[2] => Search_Result Object
(
[title] => Construction bracing
[image] => /record/images/3995-p.jpg
[blurb] => This shows structural support that prevents collapses during construction....
[category] => Array
(
[0] => 12
[1] => 15
[2] => 21
[3] => 49
[4] => 51
[5] => 55
[6] => 56
[7] => 60
[8] => 64
[9] => 68
[10] => 74
[11] => 63
[12] => 78
[13] => 79
[14] => 80
[15] => 62
[16] => 87
[17] => 90
[18] => 97
)
[labels] => Array
(
[0] => Crushed/Struck By
[1] => Work Environment
[2] => Hazards
[3] => Falls
[6] => Scaffolds
[9] => Carpenter
[10] => Trades
[11] => Cement Mason
[13] => Electrical Worker
[15] => Elevator Constructor
[17] => HVAC
[19] => Laborer
[21] => Maintenance Worker
[23] => Pile Driver
[25] => Reinforcing Ironworker
[27] => Roofer/Waterproofer
[29] => Scaffold Erector
[31] => Sheetmetal Worker
[33] => Structural Ironworker
[35] => Commercial & Institutional
[36] => Jobsites
[37] => Industrial
[39] => Images
[40] => Media
[41] => Media & Documents
)
[type] => Images
[sub_category] =>
[url] => /image/3995/i002690/Construction%2Bbracing.html
[item:protected] => ImageRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[12] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 12
[type:protected] => category
[parent:protected] => 7
[label:protected] => Crushed/Struck By
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[15] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 15
[type:protected] => category
[parent:protected] => 7
[label:protected] => Falls
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[21] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 21
[type:protected] => category
[parent:protected] => 7
[label:protected] => Scaffolds
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[51] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 51
[type:protected] => category
[parent:protected] => 2
[label:protected] => Cement Mason
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[55] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 55
[type:protected] => category
[parent:protected] => 2
[label:protected] => Electrical Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[56] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 56
[type:protected] => category
[parent:protected] => 2
[label:protected] => Elevator Constructor
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[60] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 60
[type:protected] => category
[parent:protected] => 2
[label:protected] => HVAC
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[68] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 68
[type:protected] => category
[parent:protected] => 2
[label:protected] => Maintenance Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[74] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 74
[type:protected] => category
[parent:protected] => 2
[label:protected] => Pile Driver
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[63] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 63
[type:protected] => category
[parent:protected] => 2
[label:protected] => Reinforcing Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[78] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 78
[type:protected] => category
[parent:protected] => 2
[label:protected] => Roofer/Waterproofer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[80] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 80
[type:protected] => category
[parent:protected] => 2
[label:protected] => Sheetmetal Worker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[90] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 90
[type:protected] => category
[parent:protected] => 3
[label:protected] => Industrial
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[97] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 97
[type:protected] => category
[parent:protected] => 5
[label:protected] => Images
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 3995
[old_id:protected] =>
[elcosh_id:protected] => i002690
[type:protected] => image
[display_type:protected] => Image
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => Bruce Lippy
[priority_id:protected] => 1
[title:protected] => Construction bracing
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => Bracing, support, scaffold
[comments:protected] =>
[summary:protected] => This shows structural support that prevents collapses during construction.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html
[more_like_this:protected] => i002660
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] => jpg
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] => Photo by Pam Susi
[img_practice:protected] => good
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => January 2016
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 02/01/16
[date_completed:protected] => 02/01/16
[date_billed:protected] =>
[date_modified:protected] => 02/01/16
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[3] => Search_Result Object
(
[title] => Suspended Scaffold Outriggers
[image] => /record/images/3975-p.jpg
[blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must...
[category] => Array
(
[0] => 97
[1] => 15
[2] => 47
[3] => 49
[4] => 79
[5] => 87
)
[labels] => Array
(
[0] => Images
[1] => Media
[2] => Media & Documents
[3] => Falls
[4] => Work Environment
[5] => Hazards
[6] => Bricklayer
[7] => Trades
[8] => Carpenter
[10] => Scaffold Erector
[12] => Commercial & Institutional
[13] => Jobsites
)
[type] => Images
[sub_category] =>
[url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html
[item:protected] => ImageRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[97] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 97
[type:protected] => category
[parent:protected] => 5
[label:protected] => Images
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[15] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 15
[type:protected] => category
[parent:protected] => 7
[label:protected] => Falls
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[49] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 49
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpenter
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 3975
[old_id:protected] =>
[elcosh_id:protected] => i002683
[type:protected] => image
[display_type:protected] => Image
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => John Newquist
[priority_id:protected] => 1
[title:protected] => Suspended Scaffold Outriggers
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person
[comments:protected] =>
[summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/
[more_like_this:protected] => d000244,d000359,i000253,i000407
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] => jpg
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] => MetroPark, Miller and Long
[img_practice:protected] => not_applicable
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => August 28 2015
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 08/28/15
[date_completed:protected] => 08/28/15
[date_billed:protected] =>
[date_modified:protected] => 08/28/15
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[4] => Search_Result Object
(
[title] => Suspended scaffold
[image] => /record/images/3976-p.jpg
[blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig...
[category] => Array
(
[0] => 97
[1] => 15
[2] => 47
[3] => 50
[4] => 79
[5] => 87
)
[labels] => Array
(
[0] => Images
[1] => Media
[2] => Media & Documents
[3] => Falls
[4] => Work Environment
[5] => Hazards
[6] => Bricklayer
[7] => Trades
[8] => Carpet Layer
[10] => Scaffold Erector
[12] => Commercial & Institutional
[13] => Jobsites
)
[type] => Images
[sub_category] =>
[url] => /image/3976/i002684/Suspended%2Bscaffold.html
[item:protected] => ImageRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[97] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 97
[type:protected] => category
[parent:protected] => 5
[label:protected] => Images
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[15] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 15
[type:protected] => category
[parent:protected] => 7
[label:protected] => Falls
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[47] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 47
[type:protected] => category
[parent:protected] => 2
[label:protected] => Bricklayer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[50] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 50
[type:protected] => category
[parent:protected] => 2
[label:protected] => Carpet Layer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[79] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 79
[type:protected] => category
[parent:protected] => 2
[label:protected] => Scaffold Erector
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 3976
[old_id:protected] =>
[elcosh_id:protected] => i002684
[type:protected] => image
[display_type:protected] => Image
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => John Newquist
[priority_id:protected] => 1
[title:protected] => Suspended scaffold
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage,
[comments:protected] =>
[summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/
[more_like_this:protected] => i002683, d000244, i000407, d000606
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] => jpg
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] => Metropark, Miller and Long
[img_practice:protected] => not_applicable
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] =>
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 08/28/15
[date_completed:protected] => 08/28/15
[date_billed:protected] =>
[date_modified:protected] => 08/28/15
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[5] => Search_Result Object
(
[title] => Three Tower Cranes
[image] => /record/images/3979-p.jpg
[blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish...
[category] => Array
(
[0] => 97
[1] => 11
[2] => 64
[3] => 70
[4] => 62
[5] => 87
)
[labels] => Array
(
[0] => Images
[1] => Media
[2] => Media & Documents
[3] => Cranes & Hoists
[4] => Work Environment
[5] => Hazards
[6] => Laborer
[7] => Trades
[8] => Operating Engineer
[10] => Structural Ironworker
[12] => Commercial & Institutional
[13] => Jobsites
)
[type] => Images
[sub_category] =>
[url] => /image/3979/i002687/Three%2BTower%2BCranes.html
[item:protected] => ImageRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] => Array
(
[97] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 97
[type:protected] => category
[parent:protected] => 5
[label:protected] => Images
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[11] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 11
[type:protected] => category
[parent:protected] => 7
[label:protected] => Cranes & Hoists
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[64] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 64
[type:protected] => category
[parent:protected] => 2
[label:protected] => Laborer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[70] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 70
[type:protected] => category
[parent:protected] => 2
[label:protected] => Operating Engineer
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[62] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 62
[type:protected] => category
[parent:protected] => 2
[label:protected] => Structural Ironworker
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[87] => Category Object
(
[languages:protected] =>
[bok_resources:protected] =>
[bok_topics:protected] =>
[bok_keywords:protected] =>
[id:protected] => 87
[type:protected] => category
[parent:protected] => 3
[label:protected] => Commercial & Institutional
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[categories_initialized:protected] => 1
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 3979
[old_id:protected] =>
[elcosh_id:protected] => i002687
[type:protected] => image
[display_type:protected] => Image
[user_id:protected] => 0
[language_id:protected] => 1
[tagging_id:protected] => John Newquist
[priority_id:protected] => 1
[title:protected] => Three Tower Cranes
[total_pages:protected] => 0
[billed_pages:protected] => 0
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] =>
[comments:protected] =>
[summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/
[more_like_this:protected] => d001029, d000010, i001280, i001221
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] => jpg
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] => Metropark
[img_practice:protected] => not_applicable
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => August 28 2015
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 08/28/15
[date_completed:protected] => 08/28/15
[date_billed:protected] =>
[date_modified:protected] => 08/28/15
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
)
[preview_mode] =>
[description] => This study set out to investigate and document how the principles and practices of so-called
mistakeproofing may be applied to improve safety and health performance—aspects of productand
process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota
Production System, defined as Lean) has been successfully used in numerous other industry
sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it
promotes. In addition, supporting the principles are numerous tools and methods (such as
mistakeproofing), to be applied judiciously in any given system’s context and, when used in
combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ
(Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected
by reading the literature and interviewing industry practitioners, were catalogued based on the
mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem
obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a
common practice. By defining the principles and offering examples, this report aims to
encourage broader awareness and use of it. Knowledgeable and purposeful use of
mistakeproofing principles and their practical application will lead to improved industry
performance in construction, as it has in other industries.
[keywords] => construction, mistakeproofing, safety, health, worker
[related_items] => Array
(
[Research Reports] => Array
(
[0] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] =>
[categories_initialized:protected] =>
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4243
[old_id:protected] =>
[elcosh_id:protected] => d001526
[type:protected] => document
[display_type:protected] => HTML w/ PDF
[user_id:protected] => 29
[language_id:protected] => 1
[tagging_id:protected] =>
[priority_id:protected] => 1
[title:protected] => Owners' Role in Facilitating Designing for Construction Safety
[total_pages:protected] => 211
[billed_pages:protected] => 211
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] =>
[comments:protected] =>
[summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept,
design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they
found the concept immediately compelling; further, they do not anticipate that potential barriers
to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] => d001527,d001315,d001321
[permission_given_by:protected] => Eileen Betit
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => January 14, 2012
[date_permission_requested:protected] =>
[date_permission_received:protected] => 07/19/17
[date_review_needed:protected] => 10/01/24
[date_received:protected] => 07/20/17
[date_completed:protected] => 08/01/17
[date_billed:protected] =>
[date_modified:protected] => 10/31/19
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
)
[collections] => Array
(
[4323] =>
)
[record] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] => Array
(
)
[organizations:protected] => Array
(
)
[collections:protected] => Array
(
[4323] =>
)
[categories:protected] =>
[categories_initialized:protected] =>
[mapped_items:protected] => Array
(
[4243] => DocumentRecord Object
(
[records:protected] => Array
(
)
[recordId:protected] =>
[searchWordClass:protected] =>
[searchWordPeerClass:protected] =>
[bok_record:protected] =>
[authors:protected] =>
[organizations:protected] =>
[collections:protected] =>
[categories:protected] =>
[categories_initialized:protected] =>
[mapped_items:protected] =>
[content:protected] =>
[files:protected] =>
[language:protected] =>
[old_record:protected] =>
[id:protected] => 4243
[old_id:protected] =>
[elcosh_id:protected] => d001526
[type:protected] => document
[display_type:protected] => HTML w/ PDF
[user_id:protected] => 29
[language_id:protected] => 1
[tagging_id:protected] =>
[priority_id:protected] => 1
[title:protected] => Owners' Role in Facilitating Designing for Construction Safety
[total_pages:protected] => 211
[billed_pages:protected] => 211
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] =>
[comments:protected] =>
[summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept,
design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they
found the concept immediately compelling; further, they do not anticipate that potential barriers
to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] => d001527,d001315,d001321
[permission_given_by:protected] => Eileen Betit
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => January 14, 2012
[date_permission_requested:protected] =>
[date_permission_received:protected] => 07/19/17
[date_review_needed:protected] => 10/01/24
[date_received:protected] => 07/20/17
[date_completed:protected] => 08/01/17
[date_billed:protected] =>
[date_modified:protected] => 10/31/19
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[content:protected] =>
[files:protected] => Array
(
[10384] =>
[10768] =>
[10789] =>
[10790] => File Object
(
[id:protected] => 10790
[filename:protected] => 03.jpg
[downloadable:protected] => F
[timestamp:protected] => 2018-07-21 15:34:13
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10735] =>
[10736] =>
[10744] => File Object
(
[id:protected] => 10744
[filename:protected] => 06.jpg
[downloadable:protected] => F
[timestamp:protected] => 2018-01-12 14:28:10
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10693] => File Object
(
[id:protected] => 10693
[filename:protected] => 07.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-12-05 13:58:56
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10708] => File Object
(
[id:protected] => 10708
[filename:protected] => 08.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-12-18 16:30:35
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10695] => File Object
(
[id:protected] => 10695
[filename:protected] => 09.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-12-05 13:58:56
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10696] => File Object
(
[id:protected] => 10696
[filename:protected] => 010.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-12-05 13:58:56
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10697] => File Object
(
[id:protected] => 10697
[filename:protected] => 011.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-12-05 13:58:56
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10398] => File Object
(
[id:protected] => 10398
[filename:protected] => 012.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-06-09 14:44:17
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10453] => File Object
(
[id:protected] => 10453
[filename:protected] => 013.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10454] => File Object
(
[id:protected] => 10454
[filename:protected] => 014.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10455] => File Object
(
[id:protected] => 10455
[filename:protected] => 015.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10456] => File Object
(
[id:protected] => 10456
[filename:protected] => 016.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10457] => File Object
(
[id:protected] => 10457
[filename:protected] => 017.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10671] => File Object
(
[id:protected] => 10671
[filename:protected] => 018.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-08-30 20:35:56
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10681] => File Object
(
[id:protected] => 10681
[filename:protected] => 019.jpg
[downloadable:protected] => F
[timestamp:protected] => 2017-11-24 17:07:24
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10460] => File Object
(
[id:protected] => 10460
[filename:protected] => 020.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10461] => File Object
(
[id:protected] => 10461
[filename:protected] => 021.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10373] => File Object
(
[id:protected] => 10373
[filename:protected] => 022.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-03-25 13:45:26
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10462] => File Object
(
[id:protected] => 10462
[filename:protected] => 023.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10463] => File Object
(
[id:protected] => 10463
[filename:protected] => 024.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10464] => File Object
(
[id:protected] => 10464
[filename:protected] => 025.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10465] => File Object
(
[id:protected] => 10465
[filename:protected] => 026.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10466] => File Object
(
[id:protected] => 10466
[filename:protected] => 027.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10467] => File Object
(
[id:protected] => 10467
[filename:protected] => 028.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10468] => File Object
(
[id:protected] => 10468
[filename:protected] => 029.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10469] => File Object
(
[id:protected] => 10469
[filename:protected] => 030.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10470] => File Object
(
[id:protected] => 10470
[filename:protected] => 031.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10471] => File Object
(
[id:protected] => 10471
[filename:protected] => 032.jpg
[downloadable:protected] => F
[timestamp:protected] => 2016-07-20 11:09:55
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1043] => File Object
(
[id:protected] => 1043
[filename:protected] => 33.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:54:57
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1044] => File Object
(
[id:protected] => 1044
[filename:protected] => 34.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:54:57
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1045] => File Object
(
[id:protected] => 1045
[filename:protected] => 35.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:54:57
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1973] => File Object
(
[id:protected] => 1973
[filename:protected] => 36.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:55:37
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1975] => File Object
(
[id:protected] => 1975
[filename:protected] => 37.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:55:37
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1977] => File Object
(
[id:protected] => 1977
[filename:protected] => 38.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:55:37
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[1979] => File Object
(
[id:protected] => 1979
[filename:protected] => 39.jpg
[downloadable:protected] => F
[timestamp:protected] => 2009-07-03 12:55:37
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[10791] => File Object
(
[id:protected] => 10791
[filename:protected] => d001576.pdf
[downloadable:protected] => F
[timestamp:protected] => 2018-07-22 14:35:49
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
)
[language:protected] => Language Object
(
[id:protected] => 1
[code:protected] => en
[name:protected] => English
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[old_record:protected] =>
[id:protected] => 4306
[old_id:protected] =>
[elcosh_id:protected] => d001576
[type:protected] => document
[display_type:protected] => HTML w/ PDF
[user_id:protected] => 29
[language_id:protected] => 1
[tagging_id:protected] =>
[priority_id:protected] => 1
[title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ)
[total_pages:protected] => 45
[billed_pages:protected] => 45
[publication_number:protected] =>
[part_of:protected] =>
[keywords:protected] => construction, mistakeproofing, safety, health, worker
[comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf
[summary:protected] => This study set out to investigate and document how the principles and practices of so-called
mistakeproofing may be applied to improve safety and health performance—aspects of productand
process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota
Production System, defined as Lean) has been successfully used in numerous other industry
sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it
promotes. In addition, supporting the principles are numerous tools and methods (such as
mistakeproofing), to be applied judiciously in any given system’s context and, when used in
combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ
(Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected
by reading the literature and interviewing industry practitioners, were catalogued based on the
mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem
obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a
common practice. By defining the principles and offering examples, this report aims to
encourage broader awareness and use of it. Knowledgeable and purposeful use of
mistakeproofing principles and their practical application will lead to improved industry
performance in construction, as it has in other industries.
[transition_comments:protected] =>
[external_link:protected] =>
[consol_link:protected] =>
[more_like_this:protected] => d001526
[permission_given_by:protected] =>
[published:protected] => T
[billable:protected] => F
[img_name:protected] =>
[img_ext:protected] =>
[img_width:protected] =>
[img_height:protected] =>
[img_credit:protected] =>
[img_practice:protected] =>
[vid_source_id:protected] =>
[vid_running_time:protected] =>
[vid_intended_audience:protected] =>
[vid_acquisition_info:protected] =>
[vid_cost:protected] =>
[vid_producer:protected] =>
[vid_filename:protected] =>
[vid_filename_downloadable:protected] =>
[date_summary:protected] => July 2018
[date_permission_requested:protected] =>
[date_permission_received:protected] =>
[date_review_needed:protected] =>
[date_received:protected] => 07/03/18
[date_completed:protected] => 07/22/18
[date_billed:protected] =>
[date_modified:protected] => 08/02/18
[collBokExports:protected] =>
[lastBokExportCriteria:BaseElcoshItem:private] =>
[alreadyInSave:protected] =>
[alreadyInValidation:protected] =>
[validationFailures:protected] => Array
(
)
[_new:BaseObject:private] =>
[_deleted:BaseObject:private] =>
[modifiedColumns:protected] => Array
(
)
)
[show_text] => 1
[document_content] => ElcoshItemDocumentContent Object
(
[id:protected] => 3096
[item_id:protected] => 4306
[type:protected] => main
[title:protected] =>
[content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
1. Introduction
1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
4. Theory of Inventive Problem Solving (TRIZ)
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.

Figure 1: Color Code for Each of Six
Mistakeproofing Principles

Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
-
Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).

Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).

Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein)
- Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.

Figure 5: Fall Protection System
(butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).

Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means).
- The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).

Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained
and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.

Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).

Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles






























Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572

© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles

Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).

Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.

Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)

Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
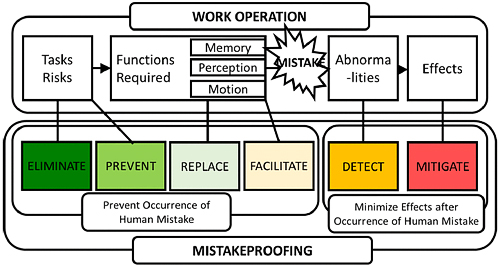
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
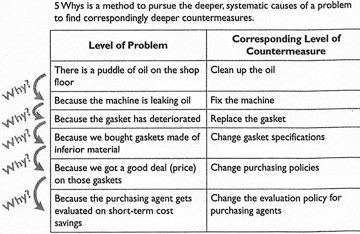
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
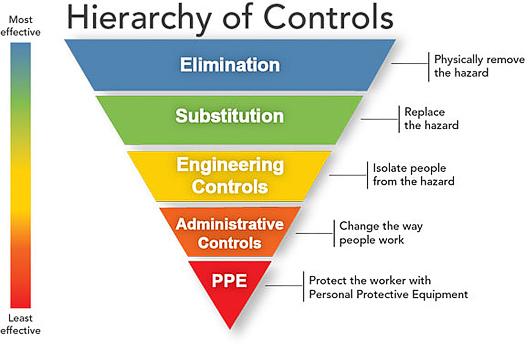
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
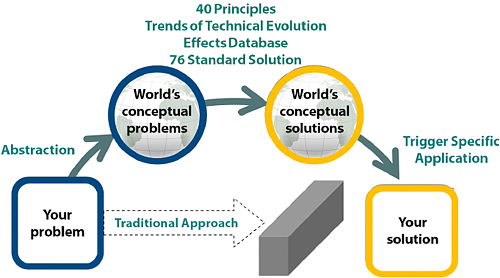
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
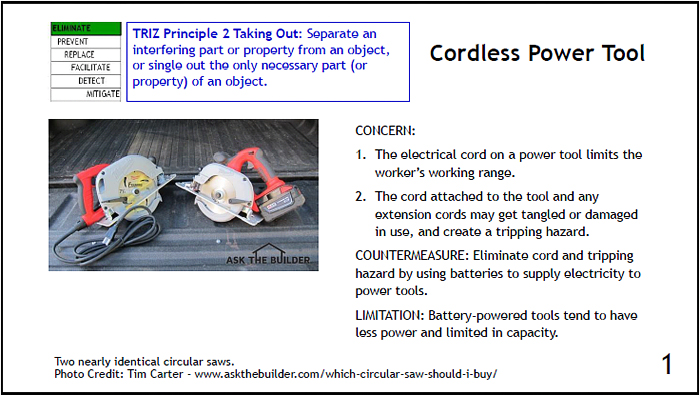
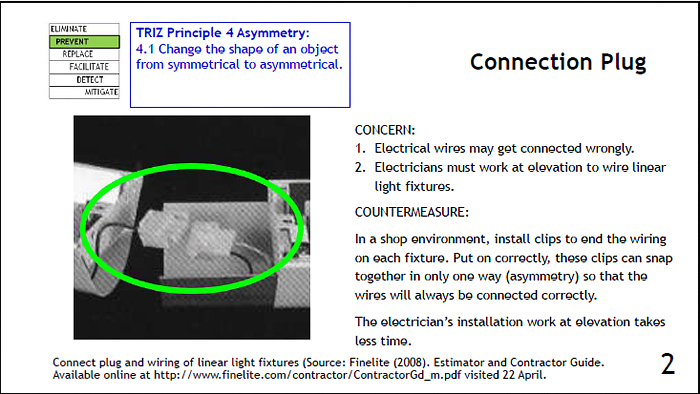
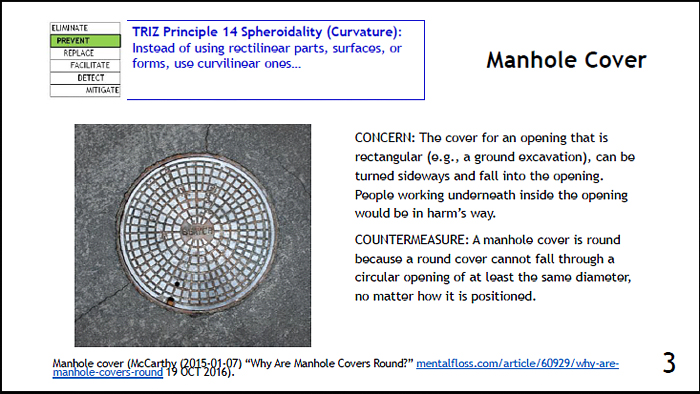
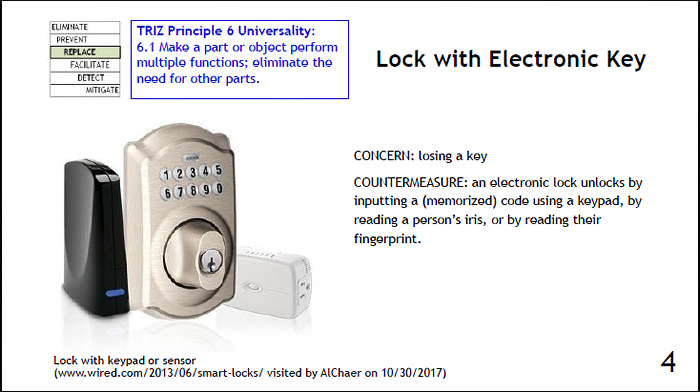
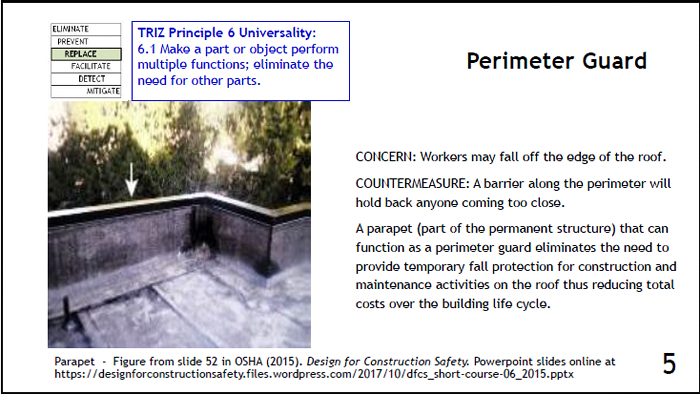
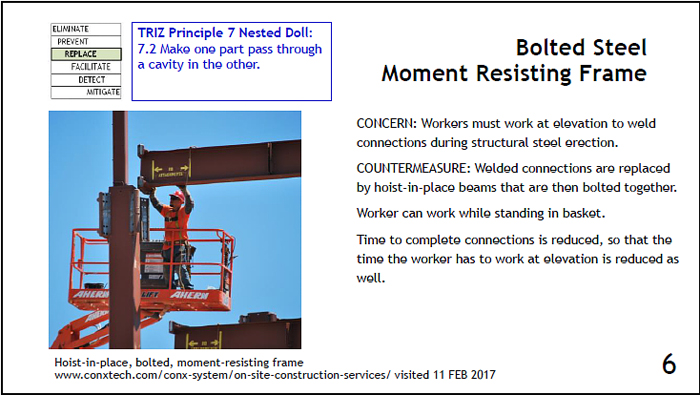
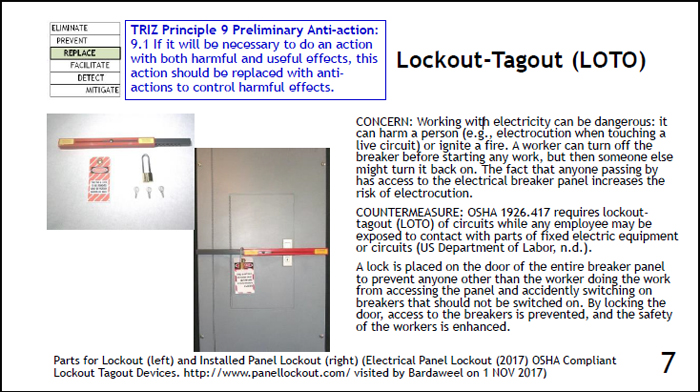
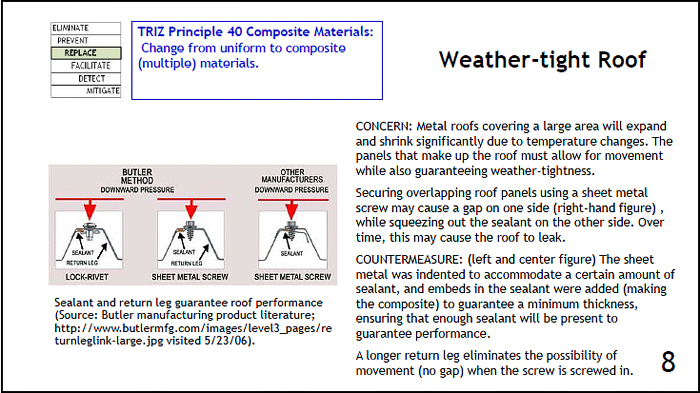
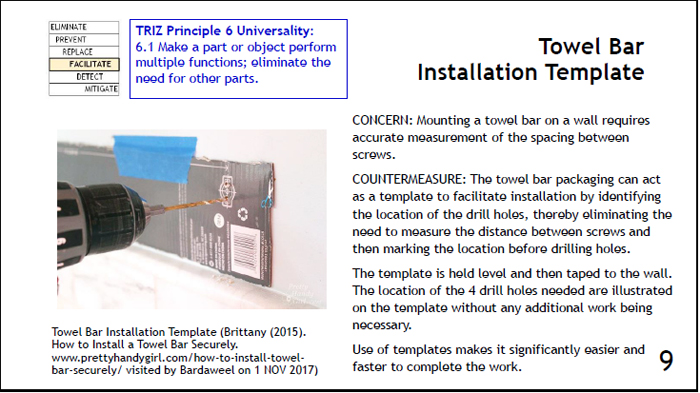
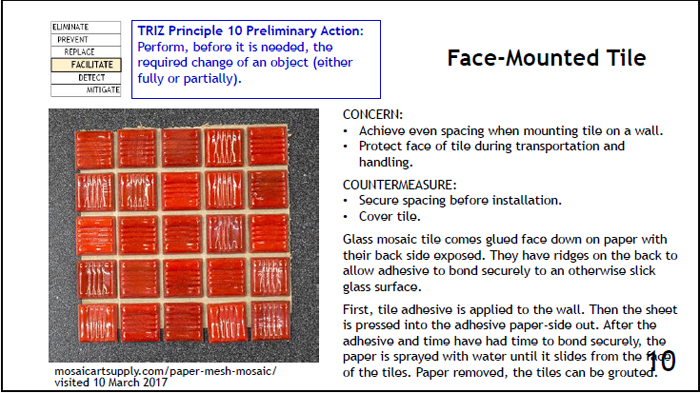
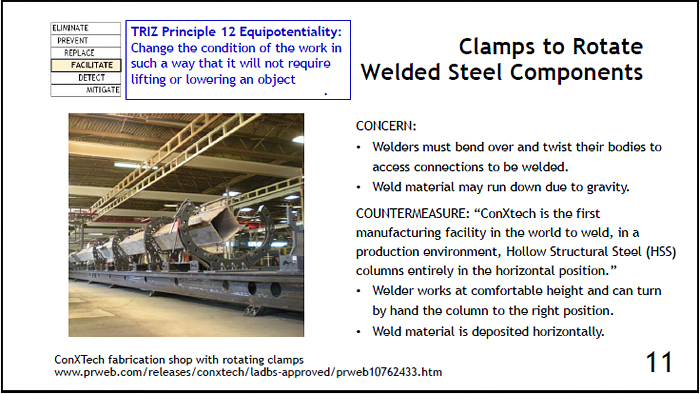
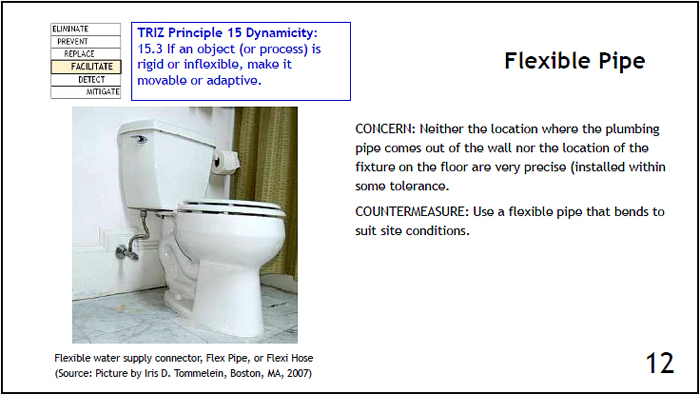
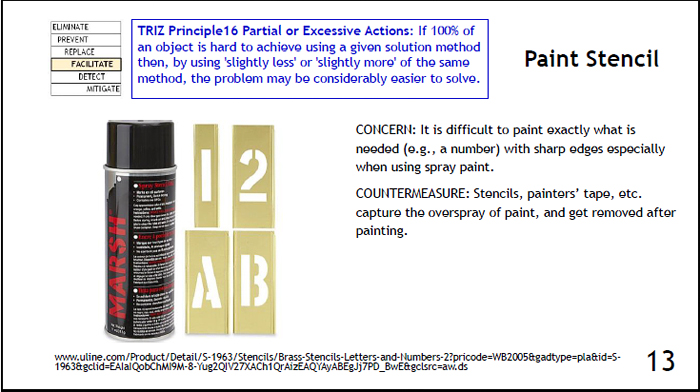
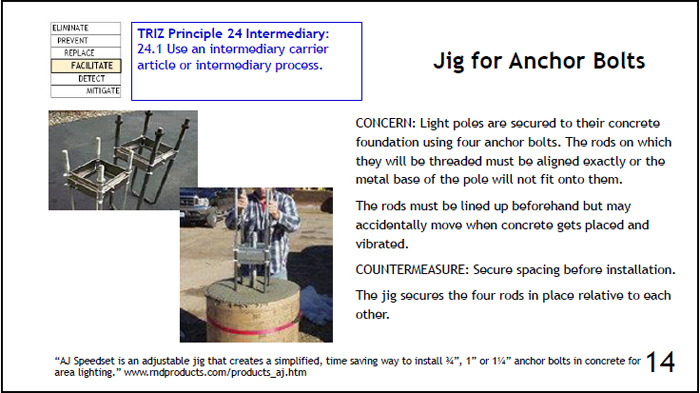
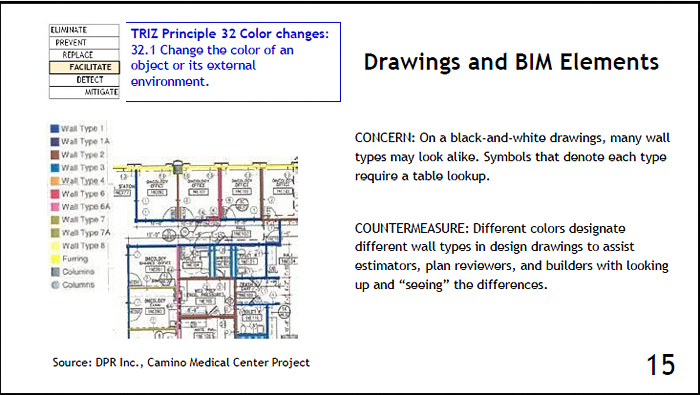
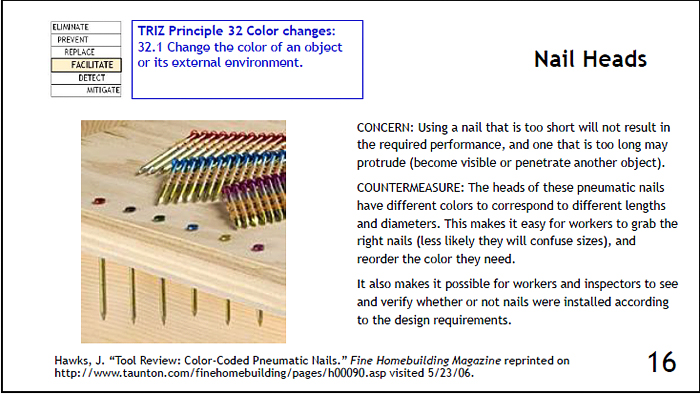
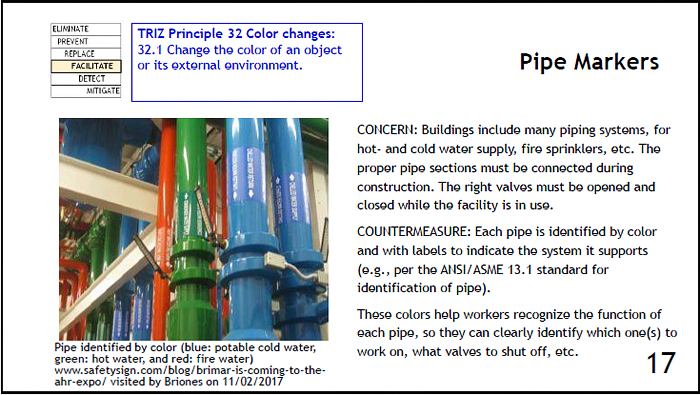
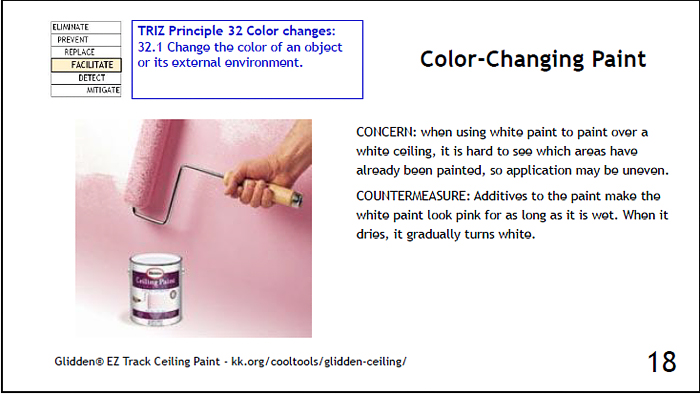
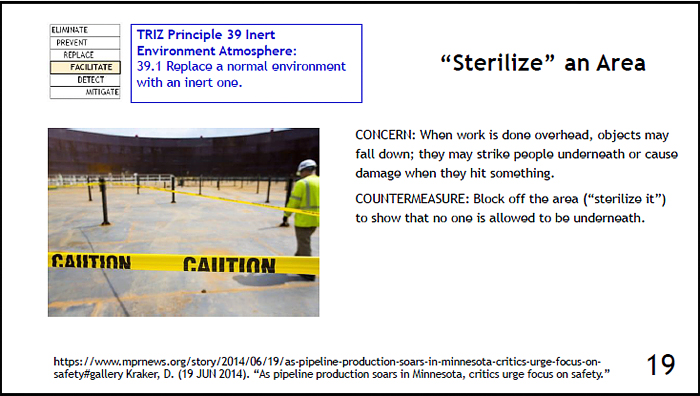
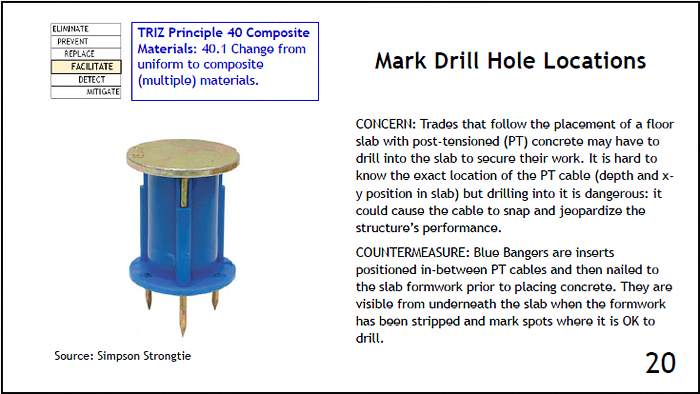
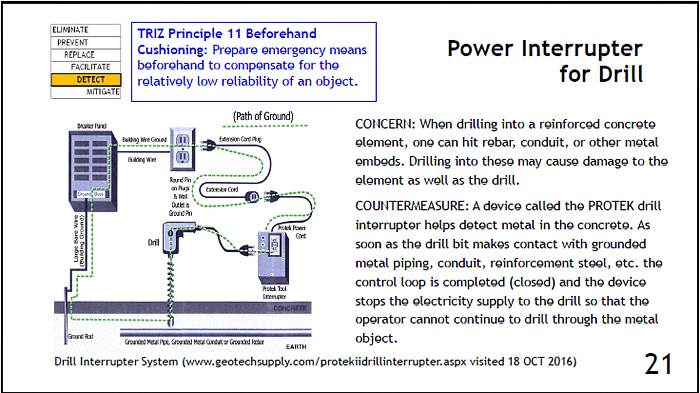
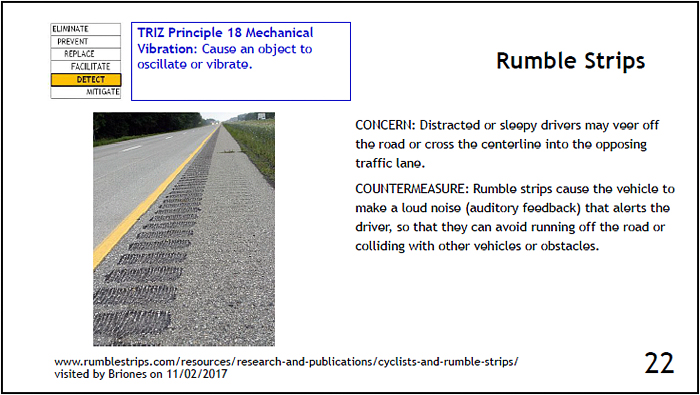
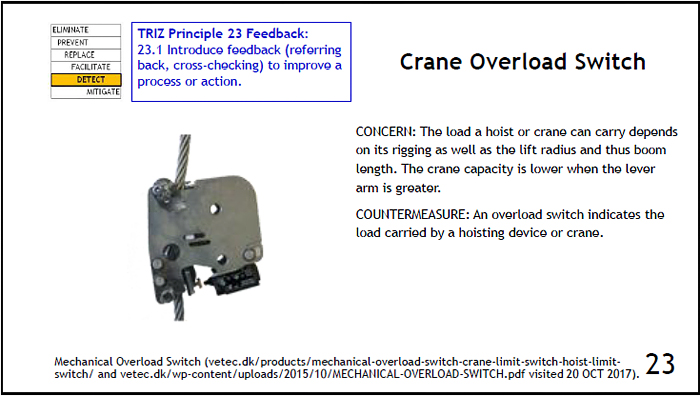
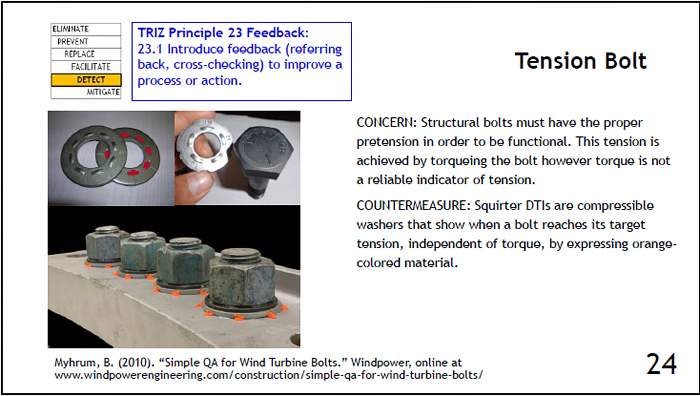
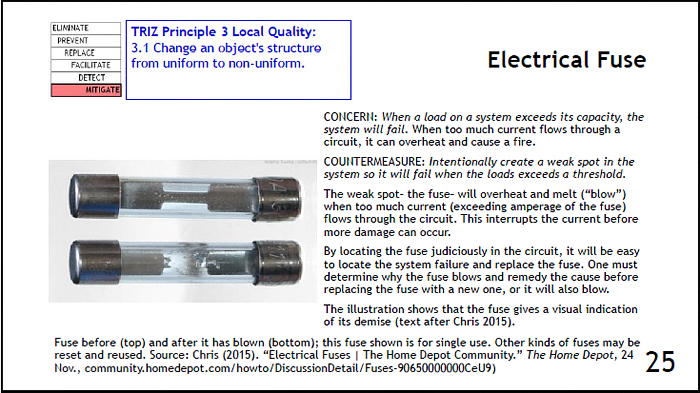
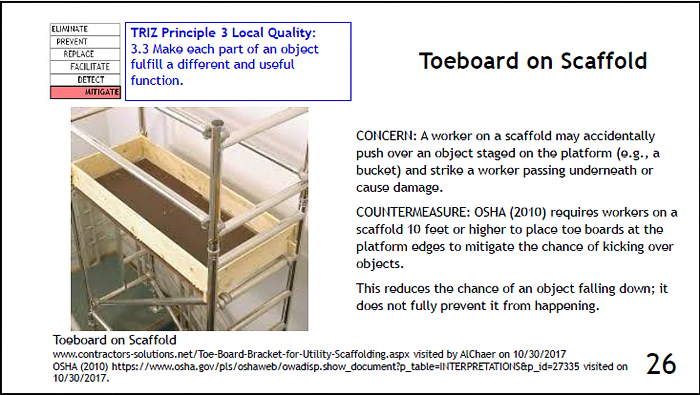
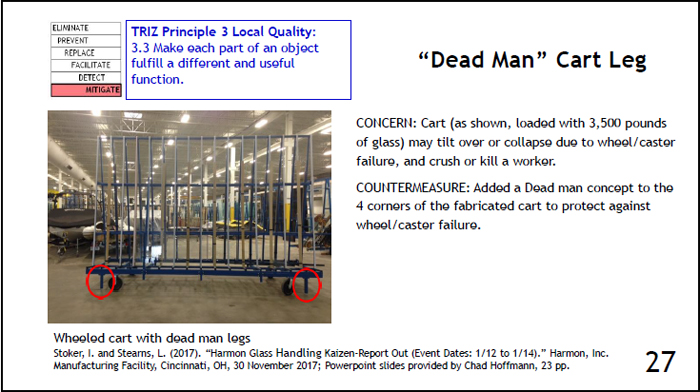
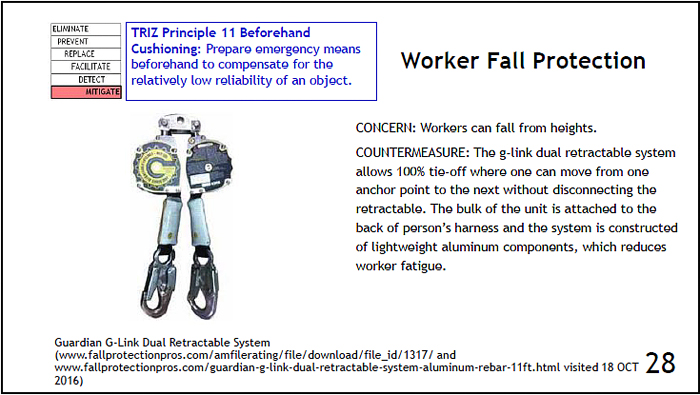
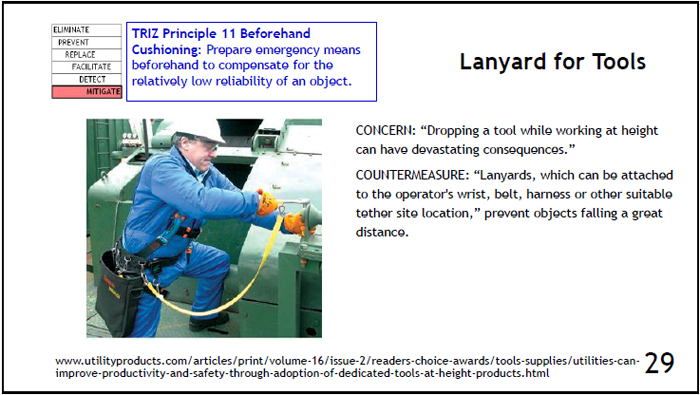
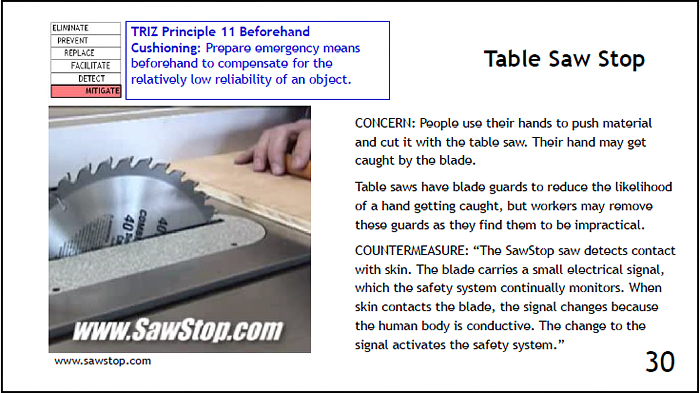
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572

© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) [1] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( ) [_path:protected] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug.php [_functionName:protected] => tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html [repeat] => stdClass Object ( [collection] => PHPTAL_RepeatController Object ( [key] => 4323 [current:PHPTAL_RepeatController:private] => [valid:PHPTAL_RepeatController:private] => [validOnNext:PHPTAL_RepeatController:private] => [uses_groups:PHPTAL_RepeatController:private] => [iterator:protected] => ArrayIterator Object ( [storage:ArrayIterator:private] => Array ( [4323] => ) ) [index] => 0 [end] => 1 [length:PHPTAL_RepeatController:private] => ) ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html [repeat] => stdClass Object ( [collection] => PHPTAL_RepeatController Object ( [key] => 4323 [current:PHPTAL_RepeatController:private] => [valid:PHPTAL_RepeatController:private] => [validOnNext:PHPTAL_RepeatController:private] => [uses_groups:PHPTAL_RepeatController:private] => [iterator:protected] => ArrayIterator Object ( [storage:ArrayIterator:private] => Array ( [4323] => ) ) [index] => 0 [end] => 1 [length:PHPTAL_RepeatController:private] => ) ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record [collection] => ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( [macros.html] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( [0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh ) [_path:protected] => macros.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/macros.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_macros__EnKHR8AWVA3oW7OmomvoZw.php [_functionName:protected] => tpl_61515a6c_macros__EnKHR8AWVA3oW7OmomvoZw [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) [record_macros.html] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( [0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh ) [_path:protected] => record_macros.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag.php [_functionName:protected] => tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) ) ) ) ) [3] => Array ( [file] => /tmp/tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug.php [line] => 44 [function] => _executeMacroOfTemplate [class] => PHPTAL [type] => -> [args] => Array ( [0] => record_macros.html/collections [1] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( ) [_path:protected] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug.php [_functionName:protected] => tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( [macros.html] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( [0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh ) [_path:protected] => macros.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/macros.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_macros__EnKHR8AWVA3oW7OmomvoZw.php [_functionName:protected] => tpl_61515a6c_macros__EnKHR8AWVA3oW7OmomvoZw [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) [record_macros.html] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( [0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh ) [_path:protected] => record_macros.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag.php [_functionName:protected] => tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) ) ) ) ) [4] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_PHPTAL/PHPTAL/PHPTAL.php [line] => 659 [function] => tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug [args] => Array ( [0] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( ) [_path:protected] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug.php [_functionName:protected] => tpl_61515a6c_record__uvBJJSo8xT_sgOY5gjP7ug [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( [macros.html] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( [0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh ) [_path:protected] => macros.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/macros.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_macros__EnKHR8AWVA3oW7OmomvoZw.php [_functionName:protected] => tpl_61515a6c_macros__EnKHR8AWVA3oW7OmomvoZw [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) [record_macros.html] => PHPTAL Object ( [_prefilters:protected] => Array ( ) [_prefilter:PHPTAL:private] => REMOVED: DO NOT USE [_postfilter:protected] => [_repositories:protected] => Array ( [0] => /home/agsafe5/repositories/elcosh/live/templates/elcosh ) [_path:protected] => record_macros.html [_resolvers:protected] => Array ( ) [_source:protected] => PHPTAL_FileSource Object ( [_path:PHPTAL_FileSource:private] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html ) [_codeFile:protected] => /tmp/tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag.php [_functionName:protected] => tpl_61515a6c_record_macros__gMFg5NvPLybiFfYjAv9Aag [_prepared:protected] => 1 [_triggers:protected] => Array ( ) [_translator:protected] => [_globalContext:protected] => stdClass Object ( ) [_context:protected] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record_macros.html [_errors:protected] => Array ( ) [_encoding:protected] => UTF-8 [_outputMode:protected] => 11 [_forceReparse:protected] => [_phpCodeDestination:protected] => /tmp/ [_phpCodeExtension:protected] => php [_cacheLifetime:protected] => 30 [_cachePurgeFrequency:protected] => 30 [externalMacroTemplatesCache:PHPTAL:private] => Array ( ) ) ) ) [1] => PHPTAL_Context Object ( [_line] => [_file] => /home/agsafe5/repositories/elcosh/live/templates/elcosh/record.html [repeat] => stdClass Object ( ) [_xmlDeclaration] => [_docType] => [_nothrow:PHPTAL_Context:private] => [_slots:PHPTAL_Context:private] => Array ( ) [_slotsStack:PHPTAL_Context:private] => Array ( [0] => Array ( ) [1] => Array ( ) ) [_parentContext:PHPTAL_Context:private] => [_globalContext:PHPTAL_Context:private] => stdClass Object ( ) [_echoDeclarations:PHPTAL_Context:private] => [referer] => http://elcosh.org/document/4306/d001576/Mistakeproofing%2BThe%2BDesign%2Bof%2BConstruction%2BProcesses%2BUsing%2BInventive%2BProblem%2BSolving%2B%2528TRIZ%2529.html [curr_module] => Record [styles] => Array ( ) [javascript] => Array ( [0] => jquery.min.js ) [metas] => Array ( [language] => en [robots] => index, follow ) [user] => [curr_url] => https://elcosh.org/index.php?module=Record&id=4306&type=document [base_url] => https://elcosh.org/index.php?module=Record [title] => eLCOSH : Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [language] => en [search_query] => [module] => Record [new_records] => Array ( [0] => Search_Result Object ( [title] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The res... [category] => Array ( [0] => 12 [1] => 18 [2] => 52 [3] => 57 [4] => 70 [5] => 85 [6] => 87 [7] => 88 [8] => 89 [9] => 91 [10] => 90 [11] => 92 [12] => 93 [13] => 94 [14] => 95 [15] => 100 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Motor Vehicles/Heavy Equipment [6] => Commercial Diver [7] => Trades [8] => Flagger [10] => Operating Engineer [12] => Truck Driver [14] => Commercial & Institutional [15] => Jobsites [16] => Demolition [18] => Disasters [20] => Heavy & Highway [22] => Industrial [24] => LEED/Green Construction [26] => Renovations [28] => Residential [30] => Underground [32] => Toolbox Talks [33] => Documents [34] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4428/d001658/Toolbox%2BTalk%253A%2BWork%2BZone%2BSafety%253A%2BWorking%2BAround%2BVehicles.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [18] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 18 [type:protected] => category [parent:protected] => 7 [label:protected] => Motor Vehicles/Heavy Equipment [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4428 [old_id:protected] => [elcosh_id:protected] => d001658 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Work Zone Safety: Working Around Vehicles [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Struck, Struck by, Vehicle, Work Zone Safety, Truck, Operator, Driver, Mobile Equipment [comments:protected] => [summary:protected] => The CPWR Toolbox Talk on Working Around Vehicles in the Work Zone addresses methods to avoid being struck-by a vehicle on a construction site. The resource includes a case example, steps to prevent a related injury, and questions for discussion. It includes a graphic that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely. Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001640 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/23/21 [date_completed:protected] => 12/23/21 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [image] => /record/images/notavailable-p.png [blurb] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of... [category] => Array ( [0] => 16 [1] => 44 [2] => 45 [3] => 46 [4] => 47 [5] => 48 [6] => 49 [7] => 50 [8] => 51 [9] => 52 [10] => 53 [11] => 54 [12] => 55 [13] => 56 [14] => 57 [15] => 58 [16] => 59 [17] => 60 [18] => 61 [19] => 64 [20] => 65 [21] => 66 [22] => 67 [23] => 68 [24] => 69 [25] => 70 [26] => 71 [27] => 72 [28] => 73 [29] => 74 [30] => 75 [31] => 76 [32] => 77 [33] => 63 [34] => 78 [35] => 79 [36] => 80 [37] => 81 [38] => 82 [39] => 62 [40] => 83 [41] => 84 [42] => 85 [43] => 86 [44] => 87 [45] => 88 [46] => 89 [47] => 91 [48] => 90 [49] => 92 [50] => 93 [51] => 94 [52] => 95 ) [labels] => Array ( [0] => Fire & Explosions [1] => Work Environment [2] => Hazards [3] => Acoustical Ceiling Carpenter [4] => Trades [5] => Asbestos/Insulator [7] => Boilermaker [9] => Bricklayer [11] => Cabinetmaker [13] => Carpenter [15] => Carpet Layer [17] => Cement Mason [19] => Commercial Diver [21] => Concrete Polisher [23] => Drywall Applicator Specialist [25] => Electrical Worker [27] => Elevator Constructor [29] => Flagger [31] => Glazier [33] => Hazardous Waste Cleanup [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Landscaper [43] => Lather [45] => Lead Abatement Worker [47] => Maintenance Worker [49] => Millwright [51] => Operating Engineer [53] => Painter [55] => Paper Hanger [57] => PCC/Restoration [59] => Pile Driver [61] => Plasterer [63] => Plumber/Pipefitter [65] => Refractory Worker [67] => Reinforcing Ironworker [69] => Roofer/Waterproofer [71] => Scaffold Erector [73] => Sheetmetal Worker [75] => Sprinkler Fitter [77] => Stonemason [79] => Structural Ironworker [81] => Terrazzo Worker [83] => Tile Setter [85] => Truck Driver [87] => Welder [89] => Commercial & Institutional [90] => Jobsites [91] => Demolition [93] => Disasters [95] => Heavy & Highway [97] => Industrial [99] => LEED/Green Construction [101] => Renovations [103] => Residential [105] => Underground ) [type] => [sub_category] => [url] => /document/4426/d001656/Construction%2BDive%2B--%2BDeWalt%2527s%2BJobsite%2BPro%2Bheadphones%2Brecalled%2Bfor%2Bfire%2Bhazards.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4426 [old_id:protected] => [elcosh_id:protected] => d001656 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Mike Aguilar [priority_id:protected] => 1 [title:protected] => Construction Dive -- DeWalt's Jobsite Pro headphones recalled for fire hazards [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => DeWalt, Fire Hazards, recall, headphones [comments:protected] => [summary:protected] => A recall notice by the United States Consumer Product Safety Commission affects over 300,000 DeWalt Jobsite Pro Headphones. The recall is a result of a malfunction that can cause earbuds to overheat while charging or during use, leading to fire and burn hazards. [transition_comments:protected] => [external_link:protected] => https://www.constructiondive.com/news/dewalts-jobsite-pro-headphones-recalled-for-fire-hazards/611248/?utm_source=Sailthru&utm_medium=email&utm_campaign=Issue:%202021-12-10%20Construction%20Dive%20Newsletter%20%5Bissue:38532%5D&utm_term=Construction%20Dive [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 12/13/21 [date_completed:protected] => 12/13/21 [date_billed:protected] => [date_modified:protected] => 12/13/21 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Working in an Enclosed Cab [image] => /record/images/notavailable-p.png [blurb] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dang... [category] => Array ( [0] => 10 [1] => 16 [2] => 24 [3] => 37 [4] => 46 [5] => 48 [6] => 49 [7] => 51 [8] => 53 [9] => 54 [10] => 56 [11] => 58 [12] => 59 [13] => 60 [14] => 61 [15] => 64 [16] => 66 [17] => 68 [18] => 69 [19] => 71 [20] => 73 [21] => 74 [22] => 76 [23] => 77 [24] => 63 [25] => 80 [26] => 82 [27] => 62 [28] => 83 [29] => 84 [30] => 86 [31] => 88 [32] => 89 [33] => 95 [34] => 102 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Trenches & Excavations [9] => Silica /Construction Dust [10] => Inhalation/Skin Exposures [12] => Boilermaker [13] => Trades [14] => Cabinetmaker [16] => Carpenter [18] => Cement Mason [20] => Concrete Polisher [22] => Drywall Applicator Specialist [24] => Elevator Constructor [26] => Glazier [28] => Hazardous Waste Cleanup [30] => HVAC [32] => Interior Systems Carpenter [34] => Laborer [36] => Lather [38] => Maintenance Worker [40] => Millwright [42] => Painter [44] => PCC/Restoration [46] => Pile Driver [48] => Plumber/Pipefitter [50] => Refractory Worker [52] => Reinforcing Ironworker [54] => Sheetmetal Worker [56] => Stonemason [58] => Structural Ironworker [60] => Terrazzo Worker [62] => Tile Setter [64] => Welder [66] => Demolition [67] => Jobsites [68] => Disasters [70] => Underground [72] => Handouts [73] => Documents [74] => Media & Documents ) [type] => Handouts [sub_category] => [url] => /document/4415/d001651/Working%2Bin%2Ban%2BEnclosed%2BCab.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [102] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 102 [type:protected] => category [parent:protected] => 6 [label:protected] => Handouts [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4415 [old_id:protected] => [elcosh_id:protected] => d001651 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Working in an Enclosed Cab [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Occupation, construction, safety, health, hazards, work, worker, workplace, OSHA, silicosis, mining, silica, DOE, EEOICPA, labor, lung, CBD, dust, cab, miner, mine [comments:protected] => [summary:protected] => This CPWR Hazard Alert on Working in enclosed cabs provides information on protecting workers from silica dust, how to minimize exposures and the dangers of silica dust. Click on the following links to access the English version and the Spanish version. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 10/08/20 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Toolbox Talk: Suicide Prevention [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example... [category] => Array ( [0] => 13 [1] => 20 [2] => 23 [3] => 40 [4] => 44 [5] => 45 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 50 [11] => 51 [12] => 52 [13] => 53 [14] => 54 [15] => 55 [16] => 56 [17] => 57 [18] => 58 [19] => 59 [20] => 60 [21] => 61 [22] => 64 [23] => 65 [24] => 66 [25] => 67 [26] => 68 [27] => 69 [28] => 70 [29] => 71 [30] => 72 [31] => 73 [32] => 74 [33] => 75 [34] => 76 [35] => 77 [36] => 63 [37] => 78 [38] => 79 [39] => 80 [40] => 81 [41] => 82 [42] => 62 [43] => 83 [44] => 84 [45] => 85 [46] => 86 [47] => 87 [48] => 88 [49] => 89 [50] => 91 [51] => 90 [52] => 92 [53] => 93 [54] => 94 [55] => 95 [56] => 100 ) [labels] => Array ( [0] => Drugs, Alcohol & Tobacco [1] => Work Environment [2] => Hazards [3] => Safety Culture [6] => Stress & Overtime [9] => Overexertion [10] => Ergonomic [12] => Acoustical Ceiling Carpenter [13] => Trades [14] => Asbestos/Insulator [16] => Boilermaker [18] => Bricklayer [20] => Cabinetmaker [22] => Carpenter [24] => Carpet Layer [26] => Cement Mason [28] => Commercial Diver [30] => Concrete Polisher [32] => Drywall Applicator Specialist [34] => Electrical Worker [36] => Elevator Constructor [38] => Flagger [40] => Glazier [42] => Hazardous Waste Cleanup [44] => HVAC [46] => Interior Systems Carpenter [48] => Laborer [50] => Landscaper [52] => Lather [54] => Lead Abatement Worker [56] => Maintenance Worker [58] => Millwright [60] => Operating Engineer [62] => Painter [64] => Paper Hanger [66] => PCC/Restoration [68] => Pile Driver [70] => Plasterer [72] => Plumber/Pipefitter [74] => Refractory Worker [76] => Reinforcing Ironworker [78] => Roofer/Waterproofer [80] => Scaffold Erector [82] => Sheetmetal Worker [84] => Sprinkler Fitter [86] => Stonemason [88] => Structural Ironworker [90] => Terrazzo Worker [92] => Tile Setter [94] => Truck Driver [96] => Welder [98] => Commercial & Institutional [99] => Jobsites [100] => Demolition [102] => Disasters [104] => Heavy & Highway [106] => Industrial [108] => LEED/Green Construction [110] => Renovations [112] => Residential [114] => Underground [116] => Toolbox Talks [117] => Documents [118] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4419/d001652/Toolbox%2BTalk%253A%2BSuicide%2BPrevention.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [13] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 13 [type:protected] => category [parent:protected] => 7 [label:protected] => Drugs, Alcohol & Tobacco [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [23] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 23 [type:protected] => category [parent:protected] => 7 [label:protected] => Stress & Overtime [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [40] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 40 [type:protected] => category [parent:protected] => 9 [label:protected] => Overexertion [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [45] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 45 [type:protected] => category [parent:protected] => 2 [label:protected] => Asbestos/Insulator [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [52] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 52 [type:protected] => category [parent:protected] => 2 [label:protected] => Commercial Diver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [57] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 57 [type:protected] => category [parent:protected] => 2 [label:protected] => Flagger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [59] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 59 [type:protected] => category [parent:protected] => 2 [label:protected] => Hazardous Waste Cleanup [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [65] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 65 [type:protected] => category [parent:protected] => 2 [label:protected] => Landscaper [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [67] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 67 [type:protected] => category [parent:protected] => 2 [label:protected] => Lead Abatement Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [72] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 72 [type:protected] => category [parent:protected] => 2 [label:protected] => Paper Hanger [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [77] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 77 [type:protected] => category [parent:protected] => 2 [label:protected] => Refractory Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [81] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 81 [type:protected] => category [parent:protected] => 2 [label:protected] => Sprinkler Fitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [85] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 85 [type:protected] => category [parent:protected] => 2 [label:protected] => Truck Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [92] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 92 [type:protected] => category [parent:protected] => 3 [label:protected] => LEED/Green Construction [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4419 [old_id:protected] => [elcosh_id:protected] => d001652 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Valeria Contreras [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Suicide Prevention [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suicide, suicide prevention, mental health, stress, depression, exhaustion, burnout, safety, support, emotional support, health [comments:protected] => [summary:protected] =>The CPWR Toolbox Talk on Suicide Prevention addresses the prevalence of suicide among construction workers. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [image] => /record/images/notavailable-p.png [blurb] => The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosi... [category] => Array ( [0] => 10 [1] => 16 [2] => 20 [3] => 24 [4] => 37 [5] => 44 [6] => 46 [7] => 47 [8] => 48 [9] => 49 [10] => 51 [11] => 53 [12] => 54 [13] => 56 [14] => 58 [15] => 60 [16] => 61 [17] => 64 [18] => 66 [19] => 69 [20] => 70 [21] => 71 [22] => 73 [23] => 63 [24] => 78 [25] => 79 [26] => 80 [27] => 82 [28] => 62 [29] => 83 [30] => 84 [31] => 86 [32] => 88 [33] => 89 [34] => 90 [35] => 95 [36] => 100 ) [labels] => Array ( [0] => Confined Spaces [1] => Work Environment [2] => Hazards [3] => Fire & Explosions [6] => Safety Culture [9] => Trenches & Excavations [12] => Silica /Construction Dust [13] => Inhalation/Skin Exposures [15] => Acoustical Ceiling Carpenter [16] => Trades [17] => Boilermaker [19] => Bricklayer [21] => Cabinetmaker [23] => Carpenter [25] => Cement Mason [27] => Concrete Polisher [29] => Drywall Applicator Specialist [31] => Elevator Constructor [33] => Glazier [35] => HVAC [37] => Interior Systems Carpenter [39] => Laborer [41] => Lather [43] => Millwright [45] => Operating Engineer [47] => Painter [49] => PCC/Restoration [51] => Reinforcing Ironworker [53] => Roofer/Waterproofer [55] => Scaffold Erector [57] => Sheetmetal Worker [59] => Stonemason [61] => Structural Ironworker [63] => Terrazzo Worker [65] => Tile Setter [67] => Welder [69] => Demolition [70] => Jobsites [71] => Disasters [73] => Industrial [75] => Underground [77] => Toolbox Talks [78] => Documents [79] => Media & Documents ) [type] => Toolbox Talks [sub_category] => [url] => /document/4420/d001653/Toolbox%2BTalk%253A%2BPrevent%2BExposure%253A%2BSilica%2BDust%2Bin%2BEnclosed%2BCabs.html [item:protected] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [10] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 10 [type:protected] => category [parent:protected] => 7 [label:protected] => Confined Spaces [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [16] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 16 [type:protected] => category [parent:protected] => 7 [label:protected] => Fire & Explosions [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [24] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 24 [type:protected] => category [parent:protected] => 7 [label:protected] => Trenches & Excavations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [37] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 37 [type:protected] => category [parent:protected] => 8 [label:protected] => Silica /Construction Dust [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [44] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 44 [type:protected] => category [parent:protected] => 2 [label:protected] => Acoustical Ceiling Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [46] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 46 [type:protected] => category [parent:protected] => 2 [label:protected] => Boilermaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [48] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 48 [type:protected] => category [parent:protected] => 2 [label:protected] => Cabinetmaker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [53] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 53 [type:protected] => category [parent:protected] => 2 [label:protected] => Concrete Polisher [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [54] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 54 [type:protected] => category [parent:protected] => 2 [label:protected] => Drywall Applicator Specialist [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [58] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 58 [type:protected] => category [parent:protected] => 2 [label:protected] => Glazier [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [66] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 66 [type:protected] => category [parent:protected] => 2 [label:protected] => Lather [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [69] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 69 [type:protected] => category [parent:protected] => 2 [label:protected] => Millwright [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [73] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 73 [type:protected] => category [parent:protected] => 2 [label:protected] => PCC/Restoration [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [83] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 83 [type:protected] => category [parent:protected] => 2 [label:protected] => Terrazzo Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [84] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 84 [type:protected] => category [parent:protected] => 2 [label:protected] => Tile Setter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [86] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 86 [type:protected] => category [parent:protected] => 2 [label:protected] => Welder [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [89] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 89 [type:protected] => category [parent:protected] => 3 [label:protected] => Disasters [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [100] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 100 [type:protected] => category [parent:protected] => 6 [label:protected] => Toolbox Talks [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4420 [old_id:protected] => [elcosh_id:protected] => d001653 [type:protected] => document [display_type:protected] => HTML only (and links) [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Daniela Caceres [priority_id:protected] => 1 [title:protected] => Toolbox Talk: Prevent Exposure: Silica Dust in Enclosed Cabs [total_pages:protected] => 1 [billed_pages:protected] => 1 [publication_number:protected] => [part_of:protected] => [keywords:protected] => silica, silicosis, silica dust, dust, exposure, air purifier, enclosed cab, vehicle [comments:protected] => [summary:protected] =>
The CPWR Toolbox Talk on Preventing Exposure to Silica Dust in Enclosed Cabs addresses the risks associated with breathing in silica dust and silicosis. The resource includes a brief case example, steps to prevent a related injury or illness, and questions for discussion. It includes an image that illustrates the hazard, which can be posted in a central location as a reminder of steps to work safely.
Available in English and Spanish. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 10/08/20 [date_completed:protected] => 10/08/20 [date_billed:protected] => [date_modified:protected] => 05/19/23 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [new_images] => Array ( [0] => Search_Result Object ( [title] => Toolbox talk - crew view [image] => /record/images/4005-p.jpg [blurb] => Photo of crew listening to a toolbox safety talk before starting work.... [category] => Array ( [0] => 97 [1] => 20 [2] => 47 [3] => 49 [4] => 51 [5] => 55 [6] => 61 [7] => 64 [8] => 71 [9] => 75 [10] => 63 [11] => 79 [12] => 62 [13] => 87 [14] => 88 [15] => 91 [16] => 90 [17] => 93 [18] => 94 [19] => 95 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Safety Culture [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Cement Mason [12] => Electrical Worker [14] => Interior Systems Carpenter [16] => Laborer [18] => Painter [20] => Plasterer [22] => Reinforcing Ironworker [24] => Scaffold Erector [26] => Structural Ironworker [28] => Commercial & Institutional [29] => Jobsites [30] => Demolition [32] => Heavy & Highway [34] => Industrial [36] => Renovations [38] => Residential [40] => Underground ) [type] => Images [sub_category] => [url] => /image/4005/i002692/Toolbox%2Btalk%2B-%2Bcrew%2Bview.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [61] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 61 [type:protected] => category [parent:protected] => 2 [label:protected] => Interior Systems Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [71] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 71 [type:protected] => category [parent:protected] => 2 [label:protected] => Painter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4005 [old_id:protected] => [elcosh_id:protected] => i002692 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - crew view [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety talk, Spanish [comments:protected] => [summary:protected] => Photo of crew listening to a toolbox safety talk before starting work. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,d001269, c000079, d001285 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [1] => Search_Result Object ( [title] => Toolbox talk - long shot [image] => /record/images/4006-p.jpg [blurb] => This crew gathered every morning before starting work to discuss a new safety topic.... [category] => Array ( [0] => 20 [1] => 47 [2] => 49 [3] => 51 [4] => 55 [5] => 64 [6] => 68 [7] => 75 [8] => 76 [9] => 63 [10] => 78 [11] => 79 [12] => 82 [13] => 62 [14] => 87 [15] => 88 [16] => 91 [17] => 90 [18] => 93 [19] => 94 [20] => 95 [21] => 97 ) [labels] => Array ( [0] => Safety Culture [1] => Work Environment [2] => Hazards [3] => Bricklayer [4] => Trades [5] => Carpenter [7] => Cement Mason [9] => Electrical Worker [11] => Laborer [13] => Maintenance Worker [15] => Plasterer [17] => Plumber/Pipefitter [19] => Reinforcing Ironworker [21] => Roofer/Waterproofer [23] => Scaffold Erector [25] => Stonemason [27] => Structural Ironworker [29] => Commercial & Institutional [30] => Jobsites [31] => Demolition [33] => Heavy & Highway [35] => Industrial [37] => Renovations [39] => Residential [41] => Underground [43] => Images [44] => Media [45] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/4006/i002693/Toolbox%2Btalk%2B-%2Blong%2Bshot.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [20] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 20 [type:protected] => category [parent:protected] => 7 [label:protected] => Safety Culture [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [75] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 75 [type:protected] => category [parent:protected] => 2 [label:protected] => Plasterer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [76] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 76 [type:protected] => category [parent:protected] => 2 [label:protected] => Plumber/Pipefitter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [82] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 82 [type:protected] => category [parent:protected] => 2 [label:protected] => Stonemason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [88] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 88 [type:protected] => category [parent:protected] => 3 [label:protected] => Demolition [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [91] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 91 [type:protected] => category [parent:protected] => 3 [label:protected] => Heavy & Highway [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [93] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 93 [type:protected] => category [parent:protected] => 3 [label:protected] => Renovations [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [94] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 94 [type:protected] => category [parent:protected] => 3 [label:protected] => Residential [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [95] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 95 [type:protected] => category [parent:protected] => 3 [label:protected] => Underground [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4006 [old_id:protected] => [elcosh_id:protected] => i002693 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Toolbox talk - long shot [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => toolbox talk, tailgate talk, safety minute [comments:protected] => [summary:protected] => This crew gathered every morning before starting work to discuss a new safety topic. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/electrical/solution/662/worker-training.html [more_like_this:protected] => i002691,i002692,d001269,d000527 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Morgan Zavertnik and Hoar Construction [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => November 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 03/02/16 [date_completed:protected] => 03/02/16 [date_billed:protected] => [date_modified:protected] => 03/02/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [2] => Search_Result Object ( [title] => Construction bracing [image] => /record/images/3995-p.jpg [blurb] => This shows structural support that prevents collapses during construction.... [category] => Array ( [0] => 12 [1] => 15 [2] => 21 [3] => 49 [4] => 51 [5] => 55 [6] => 56 [7] => 60 [8] => 64 [9] => 68 [10] => 74 [11] => 63 [12] => 78 [13] => 79 [14] => 80 [15] => 62 [16] => 87 [17] => 90 [18] => 97 ) [labels] => Array ( [0] => Crushed/Struck By [1] => Work Environment [2] => Hazards [3] => Falls [6] => Scaffolds [9] => Carpenter [10] => Trades [11] => Cement Mason [13] => Electrical Worker [15] => Elevator Constructor [17] => HVAC [19] => Laborer [21] => Maintenance Worker [23] => Pile Driver [25] => Reinforcing Ironworker [27] => Roofer/Waterproofer [29] => Scaffold Erector [31] => Sheetmetal Worker [33] => Structural Ironworker [35] => Commercial & Institutional [36] => Jobsites [37] => Industrial [39] => Images [40] => Media [41] => Media & Documents ) [type] => Images [sub_category] => [url] => /image/3995/i002690/Construction%2Bbracing.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [12] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 12 [type:protected] => category [parent:protected] => 7 [label:protected] => Crushed/Struck By [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [21] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 21 [type:protected] => category [parent:protected] => 7 [label:protected] => Scaffolds [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [51] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 51 [type:protected] => category [parent:protected] => 2 [label:protected] => Cement Mason [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [55] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 55 [type:protected] => category [parent:protected] => 2 [label:protected] => Electrical Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [56] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 56 [type:protected] => category [parent:protected] => 2 [label:protected] => Elevator Constructor [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [60] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 60 [type:protected] => category [parent:protected] => 2 [label:protected] => HVAC [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [68] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 68 [type:protected] => category [parent:protected] => 2 [label:protected] => Maintenance Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [74] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 74 [type:protected] => category [parent:protected] => 2 [label:protected] => Pile Driver [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [63] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 63 [type:protected] => category [parent:protected] => 2 [label:protected] => Reinforcing Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [78] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 78 [type:protected] => category [parent:protected] => 2 [label:protected] => Roofer/Waterproofer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [80] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 80 [type:protected] => category [parent:protected] => 2 [label:protected] => Sheetmetal Worker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [90] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 90 [type:protected] => category [parent:protected] => 3 [label:protected] => Industrial [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3995 [old_id:protected] => [elcosh_id:protected] => i002690 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => Bruce Lippy [priority_id:protected] => 1 [title:protected] => Construction bracing [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Bracing, support, scaffold [comments:protected] => [summary:protected] => This shows structural support that prevents collapses during construction. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/masonry/solution/8/adjustable-tower-scaffold.html [more_like_this:protected] => i002660 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Photo by Pam Susi [img_practice:protected] => good [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 2016 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 02/01/16 [date_completed:protected] => 02/01/16 [date_billed:protected] => [date_modified:protected] => 02/01/16 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [3] => Search_Result Object ( [title] => Suspended Scaffold Outriggers [image] => /record/images/3975-p.jpg [blurb] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 49 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpenter [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3975/i002683/Suspended%2BScaffold%2BOutriggers.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [49] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 49 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpenter [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3975 [old_id:protected] => [elcosh_id:protected] => i002683 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended Scaffold Outriggers [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => suspended, scaffold, swing, stage, fall, protection, counterweight, qualified, person [comments:protected] => [summary:protected] => Suspended scaffolds systems must be designed by a qualified person and inspected daily by a competent person. The supports for the counterweight must be designed with a safety factor of four. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => d000244,d000359,i000253,i000407 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => MetroPark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [4] => Search_Result Object ( [title] => Suspended scaffold [image] => /record/images/3976-p.jpg [blurb] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be desig... [category] => Array ( [0] => 97 [1] => 15 [2] => 47 [3] => 50 [4] => 79 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Falls [4] => Work Environment [5] => Hazards [6] => Bricklayer [7] => Trades [8] => Carpet Layer [10] => Scaffold Erector [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3976/i002684/Suspended%2Bscaffold.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [15] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 15 [type:protected] => category [parent:protected] => 7 [label:protected] => Falls [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [47] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 47 [type:protected] => category [parent:protected] => 2 [label:protected] => Bricklayer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [50] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 50 [type:protected] => category [parent:protected] => 2 [label:protected] => Carpet Layer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [79] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 79 [type:protected] => category [parent:protected] => 2 [label:protected] => Scaffold Erector [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3976 [old_id:protected] => [elcosh_id:protected] => i002684 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Suspended scaffold [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => Suspended, scaffold, outrigger, beams, erection, wire, rope, inspection, swing, stage, [comments:protected] => [summary:protected] => Suspended scaffold outrigger beams must have stops to prevent the hangers from sliding of the end of the outriggers. Wire rope supported must be designed with a safety factor of 6. The scaffold must be inspected by a competent person daily. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/task/Erect%2Band%2Bdismantle%2Bscaffolds/ [more_like_this:protected] => i002683, d000244, i000407, d000606 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark, Miller and Long [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [5] => Search_Result Object ( [title] => Three Tower Cranes [image] => /record/images/3979-p.jpg [blurb] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplish... [category] => Array ( [0] => 97 [1] => 11 [2] => 64 [3] => 70 [4] => 62 [5] => 87 ) [labels] => Array ( [0] => Images [1] => Media [2] => Media & Documents [3] => Cranes & Hoists [4] => Work Environment [5] => Hazards [6] => Laborer [7] => Trades [8] => Operating Engineer [10] => Structural Ironworker [12] => Commercial & Institutional [13] => Jobsites ) [type] => Images [sub_category] => [url] => /image/3979/i002687/Three%2BTower%2BCranes.html [item:protected] => ImageRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => Array ( [97] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 97 [type:protected] => category [parent:protected] => 5 [label:protected] => Images [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [11] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 11 [type:protected] => category [parent:protected] => 7 [label:protected] => Cranes & Hoists [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [64] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 64 [type:protected] => category [parent:protected] => 2 [label:protected] => Laborer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [70] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 70 [type:protected] => category [parent:protected] => 2 [label:protected] => Operating Engineer [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [62] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 62 [type:protected] => category [parent:protected] => 2 [label:protected] => Structural Ironworker [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [87] => Category Object ( [languages:protected] => [bok_resources:protected] => [bok_topics:protected] => [bok_keywords:protected] => [id:protected] => 87 [type:protected] => category [parent:protected] => 3 [label:protected] => Commercial & Institutional [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [categories_initialized:protected] => 1 [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 3979 [old_id:protected] => [elcosh_id:protected] => i002687 [type:protected] => image [display_type:protected] => Image [user_id:protected] => 0 [language_id:protected] => 1 [tagging_id:protected] => John Newquist [priority_id:protected] => 1 [title:protected] => Three Tower Cranes [total_pages:protected] => 0 [billed_pages:protected] => 0 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => Whenever multiple tower cranes are used, there needs to be preplanning to ensure that the tower cranes cannot hit each other loads. This is accomplished by setting swing restrictions, marking the ground for allowable crane travel and training of the crane signal persons. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => http://www.cpwrconstructionsolutions.org/work/6/184/ [more_like_this:protected] => d001029, d000010, i001280, i001221 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => jpg [img_width:protected] => [img_height:protected] => [img_credit:protected] => Metropark [img_practice:protected] => not_applicable [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => August 28 2015 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 08/28/15 [date_completed:protected] => 08/28/15 [date_billed:protected] => [date_modified:protected] => 08/28/15 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [preview_mode] => [description] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [keywords] => construction, mistakeproofing, safety, health, worker [related_items] => Array ( [Research Reports] => Array ( [0] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) ) [collections] => Array ( [4323] => ) [record] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => Array ( ) [organizations:protected] => Array ( ) [collections:protected] => Array ( [4323] => ) [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => Array ( [4243] => DocumentRecord Object ( [records:protected] => Array ( ) [recordId:protected] => [searchWordClass:protected] => [searchWordPeerClass:protected] => [bok_record:protected] => [authors:protected] => [organizations:protected] => [collections:protected] => [categories:protected] => [categories_initialized:protected] => [mapped_items:protected] => [content:protected] => [files:protected] => [language:protected] => [old_record:protected] => [id:protected] => 4243 [old_id:protected] => [elcosh_id:protected] => d001526 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Owners' Role in Facilitating Designing for Construction Safety [total_pages:protected] => 211 [billed_pages:protected] => 211 [publication_number:protected] => [part_of:protected] => [keywords:protected] => [comments:protected] => [summary:protected] => This research paper recounts the exploratory empirical research performed on a promising safety intervention concept, design for construction safety (DfCS), also called prevention through design (PtD). Survey data and interview data indicate that while the majority of owner employees had not heard of DfCS, they found the concept immediately compelling; further, they do not anticipate that potential barriers to implementing DfCS identified in the literature will prove to be significant. Please read below to learn details and the key findings of this research. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001527,d001315,d001321 [permission_given_by:protected] => Eileen Betit [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => January 14, 2012 [date_permission_requested:protected] => [date_permission_received:protected] => 07/19/17 [date_review_needed:protected] => 10/01/24 [date_received:protected] => 07/20/17 [date_completed:protected] => 08/01/17 [date_billed:protected] => [date_modified:protected] => 10/31/19 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [content:protected] => [files:protected] => Array ( [10384] => [10768] => [10789] => [10790] => File Object ( [id:protected] => 10790 [filename:protected] => 03.jpg [downloadable:protected] => F [timestamp:protected] => 2018-07-21 15:34:13 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10735] => [10736] => [10744] => File Object ( [id:protected] => 10744 [filename:protected] => 06.jpg [downloadable:protected] => F [timestamp:protected] => 2018-01-12 14:28:10 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10693] => File Object ( [id:protected] => 10693 [filename:protected] => 07.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10708] => File Object ( [id:protected] => 10708 [filename:protected] => 08.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-18 16:30:35 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10695] => File Object ( [id:protected] => 10695 [filename:protected] => 09.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10696] => File Object ( [id:protected] => 10696 [filename:protected] => 010.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10697] => File Object ( [id:protected] => 10697 [filename:protected] => 011.jpg [downloadable:protected] => F [timestamp:protected] => 2017-12-05 13:58:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10398] => File Object ( [id:protected] => 10398 [filename:protected] => 012.jpg [downloadable:protected] => F [timestamp:protected] => 2016-06-09 14:44:17 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10453] => File Object ( [id:protected] => 10453 [filename:protected] => 013.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10454] => File Object ( [id:protected] => 10454 [filename:protected] => 014.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10455] => File Object ( [id:protected] => 10455 [filename:protected] => 015.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10456] => File Object ( [id:protected] => 10456 [filename:protected] => 016.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10457] => File Object ( [id:protected] => 10457 [filename:protected] => 017.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10671] => File Object ( [id:protected] => 10671 [filename:protected] => 018.jpg [downloadable:protected] => F [timestamp:protected] => 2017-08-30 20:35:56 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10681] => File Object ( [id:protected] => 10681 [filename:protected] => 019.jpg [downloadable:protected] => F [timestamp:protected] => 2017-11-24 17:07:24 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10460] => File Object ( [id:protected] => 10460 [filename:protected] => 020.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10461] => File Object ( [id:protected] => 10461 [filename:protected] => 021.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10373] => File Object ( [id:protected] => 10373 [filename:protected] => 022.jpg [downloadable:protected] => F [timestamp:protected] => 2016-03-25 13:45:26 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10462] => File Object ( [id:protected] => 10462 [filename:protected] => 023.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10463] => File Object ( [id:protected] => 10463 [filename:protected] => 024.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10464] => File Object ( [id:protected] => 10464 [filename:protected] => 025.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10465] => File Object ( [id:protected] => 10465 [filename:protected] => 026.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10466] => File Object ( [id:protected] => 10466 [filename:protected] => 027.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10467] => File Object ( [id:protected] => 10467 [filename:protected] => 028.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10468] => File Object ( [id:protected] => 10468 [filename:protected] => 029.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10469] => File Object ( [id:protected] => 10469 [filename:protected] => 030.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10470] => File Object ( [id:protected] => 10470 [filename:protected] => 031.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10471] => File Object ( [id:protected] => 10471 [filename:protected] => 032.jpg [downloadable:protected] => F [timestamp:protected] => 2016-07-20 11:09:55 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1043] => File Object ( [id:protected] => 1043 [filename:protected] => 33.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1044] => File Object ( [id:protected] => 1044 [filename:protected] => 34.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1045] => File Object ( [id:protected] => 1045 [filename:protected] => 35.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:54:57 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1973] => File Object ( [id:protected] => 1973 [filename:protected] => 36.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1975] => File Object ( [id:protected] => 1975 [filename:protected] => 37.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1977] => File Object ( [id:protected] => 1977 [filename:protected] => 38.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [1979] => File Object ( [id:protected] => 1979 [filename:protected] => 39.jpg [downloadable:protected] => F [timestamp:protected] => 2009-07-03 12:55:37 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [10791] => File Object ( [id:protected] => 10791 [filename:protected] => d001576.pdf [downloadable:protected] => F [timestamp:protected] => 2018-07-22 14:35:49 [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) ) [language:protected] => Language Object ( [id:protected] => 1 [code:protected] => en [name:protected] => English [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [old_record:protected] => [id:protected] => 4306 [old_id:protected] => [elcosh_id:protected] => d001576 [type:protected] => document [display_type:protected] => HTML w/ PDF [user_id:protected] => 29 [language_id:protected] => 1 [tagging_id:protected] => [priority_id:protected] => 1 [title:protected] => Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) [total_pages:protected] => 45 [billed_pages:protected] => 45 [publication_number:protected] => [part_of:protected] => [keywords:protected] => construction, mistakeproofing, safety, health, worker [comments:protected] => https://www.cpwr.com/sites/default/files/publications/Tommelein-mistakeproofing-construction-process.pdf [summary:protected] => This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry. A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another. The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate. The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries. [transition_comments:protected] => [external_link:protected] => [consol_link:protected] => [more_like_this:protected] => d001526 [permission_given_by:protected] => [published:protected] => T [billable:protected] => F [img_name:protected] => [img_ext:protected] => [img_width:protected] => [img_height:protected] => [img_credit:protected] => [img_practice:protected] => [vid_source_id:protected] => [vid_running_time:protected] => [vid_intended_audience:protected] => [vid_acquisition_info:protected] => [vid_cost:protected] => [vid_producer:protected] => [vid_filename:protected] => [vid_filename_downloadable:protected] => [date_summary:protected] => July 2018 [date_permission_requested:protected] => [date_permission_received:protected] => [date_review_needed:protected] => [date_received:protected] => 07/03/18 [date_completed:protected] => 07/22/18 [date_billed:protected] => [date_modified:protected] => 08/02/18 [collBokExports:protected] => [lastBokExportCriteria:BaseElcoshItem:private] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [show_text] => 1 [document_content] => ElcoshItemDocumentContent Object ( [id:protected] => 3096 [item_id:protected] => 4306 [type:protected] => main [title:protected] => [content:protected] =>
Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[content_transformed:protected] =>Final Report for CPWR Small Study No. 16-3-PS
Table of Contents
List of Figures
Executive Summary
- 1.1 Background on Lean Thinking in Construction
1.2. Background on Mistakeproofing
1.3. Overview of Report
2. Research Objectives, Goal, and Approach
-
3.1. Definition of Mistakeproofing
3.2. Principles of Mistakeproofing
3.3. Concepts Related to Mistakeproofing
- 3.3.1. Mistakes vs Process Capability
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
3.3.3. Hierarchy of Hazard Controls
-
4.1. Definition of TRIZ
4.2. 40 Principles of TRIZ
5. Example Applications of Principles of Mistakeproofing and TRIZ
6. Research Findings and Conclusions
APPENDIX I: Glossary
APPENDIX II: References and Selected Bibliography
APPENDIX III: 40 TRIZ Principles
APPENDIX IV: Catalog with Mistakeproofing Examples
List of Figures
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use (en.wikipedia.org/wiki/Nail_gun)
Figure 3: Nail in Hand (Hellerhoff (2012) upload.wikimedia.org/ wikipedia/commons/f/f8/Nagel_von_Schussapparat_in_Hand_-_Roe_ap.jpg)
Figure 4: Color-coded Screws (and Corresponding Bin Labels) are Easy to Match/Tell Apart (facilitate recognition) (Source: Iris Tommelein)
Figure 5: Fall Protection System
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
Figure 7: “5 Why” Investigation Questions (Source: Scholtes, P.R. (1998). The Leader’s Handbook. McGraw-Hill, Figure 20-1)
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity, (upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/ 640px-Prism_of_TRIZ_Oxford_Creativity.png)
Executive Summary
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry.
Mistakeproofing (translated from the Japanese word poka yoke, a concept integral to the Toyota Production System, defined as Lean) has been successfully used in numerous other industry sectors. It can be used likewise in the construction industry.
A strength of Lean is its conceptual clarity on principles and the associated systems thinking it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
The research defined the Lean principles of mistakeproofing, and also the principles of TRIZ (Theory of Inventive Problem Solving) used for concept generation. Thirty examples, collected by reading the literature and interviewing industry practitioners, were catalogued based on the mistakeproofing and TRIZ principles they illustrate.
The need to mistakeproof everyday products and processes (tasks and work methods) may seem obvious (or hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice. By defining the principles and offering examples, this report aims to encourage broader awareness and use of it. Knowledgeable and purposeful use of mistakeproofing principles and their practical application will lead to improved industry performance in construction, as it has in other industries.
1. INTRODUCTION
1.1. Background on Lean Thinking in Construction
This study set out to investigate and document how the principles and practices of so-called mistakeproofing may be applied to improve safety and health performance—aspects of productand process quality—specifically in the construction industry. The thought process of mistakeproofing is in numerous ways aligned with the safety-mindedness that OSHA is promoting to achieve higher standards of performance in the construction industry, i.e., lowering fatality-, illness-, and injury rates. However, their origins and focus of practice appear to differ. For example, mistakeproofing is concerned with preventing mistakes of any kind, while safetymindedness tends to focus on hazardous situations and incidents. This notwithstanding, mistakeproofing and OSHA’s pursuits are aligned in that OSHA (2016) states “The recommended practices emphasize a proactive approach to managing occupational safety and health. Traditional approaches are often reactive—that is, actions are taken only after a worker is injured or becomes sick, a new standard or regulation is published, or an outside inspection finds a problem that must be fixed. Finding and fixing hazards before they cause injury or illness is a far more effective approach. Doing so avoids the direct and indirect costs of worker injuries and illnesses, and promotes a positive work environment.”
Mistakeproofing (or fail-safing) is the English translation of the Japanese term poka yoke. Poka yoke has been used for many years at Toyota and is integral to the Toyota Production System (TPS). Toyota’s Production System was singled out and gained notoriety in the 1980s for its superior performance compared to other companies (American as well as Japanese). John Krafcik, who served on the MIT-Harvard team in the 1980s that studied Japanese practices in automobile manufacturing (Womack et al. 1989), therefore coined the term “Lean Production” to refer to its systemic approach, while also differentiating it from mass- and from craft production. With “Lean” he highlighted that Toyota uses less of everything by comparison with US producers: fewer materials, fewer human resources, fewer machines, less money, less time, and less space, to engineer and manufacture products of high quality for their customers. The Lean Enterprise Institute (LEI 2016) thus defines the term Lean as “Creating more value for customers with fewer resources.” Lean Thinking is fundamentally rooted in (1) respect for people and (2) continuous improvement.
Numerous books that have since been written to describe the TPS principles and methods (e.g., Ohno 1988, Liker 2004, Liker and Meier 2005). A strength of the TPS is its conceptual clarity on principles and the associated holistic “systems thinking” it promotes. In addition, supporting the principles are numerous tools and methods (such as mistakeproofing), to be applied judiciously in any given system’s context and, when used in combination, leveraging one-another.
Many researchers and practitioners have applied Lean Thinking very successfully in a variety of domains other than automobile manufacturing (e.g., service sectors including healthcare). The application of Lean Thinking to construction, so-called Lean Construction, has been pursued by researchers and practitioners since the early 1990s (e.g., Koskela 1992, Ballard et al. 2002, Koskela et al. 2002). They formed a community of practice called the International Group for Lean Construction (IGLC) that has been active since 1993 (www.iglc.net).
Gambatese and Pestan (2014) described how Lean Design and Construction relates to construction worker safety. Their report mentions once (on p. 12) the practice of mistakeproofing but offered no further detail on this Lean method. Research by others has shown correlation between the adoption of Lean Thinking, for example using the Last Planner® System (Ballard 2000), and improved safety performance on construction sites, and an agenda on Lean safety is being pursued (e.g., Howell et al. 2002). Mistakeproofing fits into that agenda.
All too many aspects of the construction industry today are still based on craft production, and inefficiencies and incidents abound. On a day-to-day basis, workers face the numerous challenges and characteristics of one-off production but lack individual training and team-wide systemic thinking to help improve performance overall.
Recognizing the means Lean Thinking offers, this report will introduce mistakeproofing principles and examples in the architecture-engineering-construction (AEC) industry. In doing so, it aims to drive industry innovation in developing products and processes of greater quality and thereby contribute to construction industry performance improvement.
1.2. Background on Mistakeproofing
While the concept of mistakeproofing has been around at least since the 1980s, mentioned in the early work by Suzaki (1985) and Shingo (1986) who wrote the book Zero Quality Control, it does not appear to be commonly understood and applied in the construction industry. Where it has been used in other industry sectors (manufacturing, healthcare, and many more) it has yielded significant benefits. Reasonably one may therefore expect that the construction industry will benefit from its use as well.
Many online glossaries with lean production terms include mistakeproofing or poka yoke, and at least one web site has been dedicated to this topic (www.mistakeproofing.com). However, while the use of mistakeproofing has been mentioned in the construction literature (e.g., dos Santos and Powell 1999, Tommelein 2008a, 2008b), it does not appear to be have been systematically researched nor is it practiced as widely as it can be. Owners, designers, contractors, engineers, and others involved in the architecture-engineering-construction (AEC) industry need to know what and where opportunities exist for mistakeproofing, to gauge what value may stem from it, and to sharpen everyone’s thinking about opportunities to mistakeproof AEC products and processes. Mistakeproofing is relevant and applies to tasks, operations, and projects small and large, simple and complex, and all sectors of the construction industry (e.g., Wood 1986, McDonald 1998).
Mistakeproofing is particularly well suited for the AEC industry with its low-volume and mixed production systems, where other improvement methods such as Statistical Process Control (SPC) and Six Sigma have not gained much traction. Construction practitioners who tried using SPC found they could not implement it widely due to lack of a statistically significant amount of data and un-timeliness of findings that result from after-the-fact data processing. The applicability of Lean methods to events that occur only once or occasionally is relevant especially in construction project settings. Construction activities get performed once, or possibly repeated a few times, but then finish and get followed by a follow-on activities well before statistics can be used.
Mistakeproofing can be thought of as a practice akin to constructability, that is, changing a design so that it can be built “better”—more safely, easily, cost effectively, so it will last longer, etc. However, it differs from constructability in two regards. First, the goal of mistakeproofing is to improve system performance by eliminating waste—avoiding product and process defects (e.g., creation of hazardous situations), reducing variation, and not tolerating poor quality. Second, efforts at mistakeproofing do not necessarily coincide with the timing of constructability review in a project’s delivery process. Simply put, pursuing constructability sometimes means cutting costs after a design already has been substantially developed but exceeds budget. In contrast, mistakeproofing is a practice for all project participants—designers, manufacturers, fabricators, builders, owner-operators, and others—to pursue in their day-to-day work and throughout project delivery. Mistakeproofing is a method for Prevention through Design (PtD), a practice that has been advanced in recent years in the AEC industry, but has yet a long way to go before it will be part of everyday thinking in practice (Duffy 2004, Shulte et al. 2008, NIOSH 2014).
In many regards, mistakeproofing complements SPC (e.g., Baudin 2001, Stewart and Grout 2001). It is a method for so-called error management (Tommelein 2017). Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Mistakeproofing requires a different way of thinking about production processes and its constituent operations, and it can be applied fittingly in construction (for a sneak preview, see the example in Appendix IV). It offers an alternative to the all-too-prevalent “regulate, enforce, and punish” approaches used in construction safety management.
Stewart and Grout (2001) also mention that mistakeproofing may not be taken seriously enough, especially by academics, because of its lack of theoretical grounding and its apparent simplicity of solutions. They state that this lack of grounding of mistakeproofing is due to its boundaryspanning nature: it lies, not in “operations management, management science, operations research, industrial engineering, and statistics” but in “qualitative subject of human psychology…” and “…cognitive science.” The same can be said, at least to a degree, about theoretical grounding for safety management. That literature includes work on human error and cognitive systems engineering (e.g., Dekker2004, 2006, 2012, 2014, Rasmussen 1982, Rasmussen et al. 1994, and Reason 1990) as well as on project production system design (e.g., Mitropoulos 2014, Memarian and Mitropoulos 2013, 2015).
Without a doubt, mistakeproofing has been and is being applied in the AEC industry. However, it appears that barriers to its widespread implementation may exist. Barriers such a lack of knowledge and understanding of its principles can be overcome by increasing industry awareness by means of dissemination of reports such as this one. Once practitioners will have learned to recognize mistakeproofing devices, their new mind-set will enable them to spot numerous opportunities available to mistakeproof their workplace. Though some mistakeproofing practices do require investment in new product development, they will find that many can be implemented at a minimal cost.
1.3. Overview of Report
Section 2 of this report summarizes the research objectives, goal, and approach. Section 3 defines mistakeproofing, expands on its 6 principles, and illustrates them with a few examples (Appendix IV presents a richer set of 30 detailed examples that use these principles). Section 3 also ties-in several related concepts. Subsequently, the report ventures into describing a rational way of coming up with (new) mistakeproofing practices. To this end, Section 4 defines the concept generation method called TRIZ (the Theory of Inventive Problem Solving) and expands on its 40 principles. Section 5 and examples in Appendix IV illustrate the application of TRIZ to create new means for mistakeproofing. Section 6 offers key findings with recommendations on the further use of mistakeproofing in the construction industry, and concludes the report.
Appendix I provides a glossary of terms related to mistakeproofing. Appendix II lists the references cited in this report as well as a selected bibliography. Appendix III enumerates the 40 TRIZ principles. Last but not least, Appendix IV includes 30 examples of mistakeproofing practices categorized first by mistakeproofing principle exemplified, and then by the TRIZ principles exemplified.
2. RESEARCH OBJECTIVES, GOAL, AND APPROACH
The objectives of this research study were to shine the limelight on the concept of mistakeproofing and its application specifically to improve safety performance in the construction industry, to explain its underlying principles, and to provide examples to illustrate how it is used in practice.
The goal of the research is to inspire workers so that they will think routinely of new ways to use the method in order to mistakeproof their everyday environment.
The researchers conducted descriptive research of theory and practice. They approached this study by reviewing the academic and professional literature, as well as numerous online postings, for references on the principles and examples of mistakeproofing. They contacted industry professionals in construction and manufacturing companies, spoke with them over the phone, and visited their facilities to learn about mistakeproofing practices and to identify specific examples. The researchers assembled a set of mistakeproofing examples and then classified these examples based on the mistakeproofing principle(s) applied. They also classified them based on the TRIZ principles applied. Finally, the researchers detailed a rich selection of examples (provided in Appendix IV) and wrote this report.
3. MISTAKEPROOFING
3.1. Definition of Mistakeproofing
Mistakeproofing (also called errorproofing, as the terms mistake and error are used interchangeably) “is the use of any automatic device or method that either makes it impossible for an error to occur or makes the error immediately obvious once it has occurred (ASQ.org).” The objective of mistakeproofing is to prevent errors from turning into defect, in order to reduce (at best: eliminate altogether) quality defects in construction products and processes. Unquestionably, safety is a metric of quality, so mistakes and defects include those that are safety-related and might lead to hazards, incidents, or chronic pain.
In the strict sense of this definition, mistakeproofing is about managing mistakes being made by people, recognizing that to err is human. It is a Lean method for error management as noted in Tommelein (2017). However, when working back from the objective stated, to reduce defects, one recognizes that defects may also be caused by machines or processes that cannot consistently produce quality output. While considering performance improvement opportunities in the construction industry, it may make sense to broaden the notion of mistakeproofing, by including concern for ascertaining so-called process capability (more on this in Section 3.3.1).
Mistakeproofing is rooted in the concept zero quality control developed in Shingo’s (1986) sonamed book Zero Quality Control: Source Inspection and the Poka-yoke System. The back cover reads, “Defects = 0 is absolutely possible!” Shingo critiqued the use of SPC and was set on eliminating ad-hoc quality control (QC). Translated to the construction industry, such ad-hoc QC includes the punch-list process and corresponding rework that everyone appears to take for granted. He advised that source inspection and successive inspection be implemented in order to ascertain that only quality products would be passed along the assembly line, recognizing that errors would occur.
Shingo (op. cit., p. 82) stated, “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Indeed, the systems view that Lean thinkers adopts, recognizes that each individual person works in a larger, complex whole where—despite best efforts—errors will never be 100% preventable. Certainly there is no reason why the same error should occur more than once; recurrence is especially bad. “Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.” Shingo advocated the use of mistakeproofing to reduce the possibility of errors occurring, to make errors—should they occur—easily detectable, and to mitigate their effects so they would not turn into defects. As a result, mistakeproofing reduces the need for inspection.
Defined by principles, mistakeproofing is a mindset; it requires Lean Thinking. Mistakeproofing shuns the blame mentality. Instead it aims to develop a mind-set in individuals and teams and equip them with principles to manage mistakes using prevention combined with increased awareness to respond judiciously to unforeseen conditions when mistakes cannot a priori be prevented but their detrimental impact can possibly be alleviated. In other words, mistakeproofing is about seeing (or learning to see) where something may go awry, figuring out the reasons why a defect may occur and how the causes may be prevented, and then taking action to prevent these anticipated occurrences. The range of action that any one individual can take to mistakeproof a product or process will vary depending on their responsibility and authority within their organization. In Lean organizations, everyone is expected to be involved.
3.2. Principles of Mistakeproofing
Mistakeproofing is based on 6 principles (e.g., Shingo 1986, Shimbun 1988, McMahon 2016). In the remainder of this report and in Appendix IV where examples are detailed, the authors classify them using the color coding shown in Figure 1.
Figure 1: Color Code for Each of Six
Mistakeproofing Principles
Figure 2: Pneumatic Nail Gun in Use
(en.wikipedia.org/wiki/Nail_gun)
Quite a few examples have different aspects to them, each of which can illustrate a different principle. Of note is that the principles are not as crisply defined as they could be. People may argue about an example exemplifying one principle or another. Practically speaking, the goal of showing examples is not to get into such arguments but rather to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment, and then leverage that ability to create their own mistakeproofing applications.
The 6 mistakeproofing principles are:
- Elimination (paraphrased as “don’t do it anymore”) is to remove the possibility of an error occurring in a task of a process by redesigning the product or process so that the task (or associated product part) is no longer necessary. For example:
- Several hazards stemming from the use of electrical extension cords to power tools (e.g., tripping over them) are eliminated by replacing corded tools with batterypowered ones (see Example 1 in Appendix IV).
- Several hazards to which ironworkers are exposed while welding structural steel, are eliminated by redesigning the structural system to use, not welded connections, but bolted connections instead (a new process and new parts).
- Prevention (“make sure it can never be done wrong”) is to design and engineer the product or process so that it is impossible to make a mistake at all. For example:
- A vehicle’s engine will not start unless the driver has a foot on the brakes (limit switch).
- A three-pronged electrical plug can be inserted into a power outlet in only one way (part asymmetry).
- Replacement (“use something better”) is to substitute one process with a more reliable process to improve consistency. For example:
- Instead of using ladders on site, use scissor lifts.
- Instead of surveying using a theodolite, use an electronic total station instead (automation).
- An existing planning system for on-site trade coordination may be replaced by the Last Planner System (Ballard 2000) to promote work flow reliability and enhance safety performance.
- Rather than use a tape measure to measure the spacing between parts repeatedly, one part at a time, use a jig to space parts evenly.
- Facilitation (“catch people’s attention, help them make fewer mistakes”) is to use various means (e.g., sensory input) to make tasks easier to perform. For example:
- Construction equipment has a backup signal (auditory input) to alert people nearby that it is moving and the driver’s view going backward is restricted.
- The trigger on a nail gun works only when the nail gun is contact with a surface so it cannot be used to shoot in the air (Figure 2), though note that the surface can be skin (Figure 3).
- Create a visual workplace by using color coding: screws of different color are easy to tell apart (Figure 4).
Figure 4: Color-coded Screws (and Corresponding Bin Labels)
are Easy to Match/Tell Apart(facilitate recognition)
(Source: Iris Tommelein) - Detection (“notice what is going wrong and stop it”) is to identify a mistake promptly so that a person can quickly correct it and thereby avoid that the error may turn into a defect (Shingo 1986). Examples are:
- Rumble strips on highways alert drivers when they are crossing lanes and may run off the road (sensory feedback)
- Mitigation (“don’t let the situation get too bad”) is to minimize the effects of errors. Grout (2003) calls this “designing benign failures.” Examples are:
- Electrical fuses prevent overloading circuits resulting from shorts (McMahon 2016).
- Personal Protection Equipment (PPE) to various degrees protects a person by reducing the effect of any impact (e.g., a hard hat cushions the blow on the head from the impact of a falling object).
- Fall protection systems protect workers from falls and, related, to prevent damage caused by falling objects (Figure 5). As recorded by the Bureau of Labor Statistics (BLS 2016), fatalities caused by falls are the main cause of death for construction workers. In 2014, 337 of the 874 construction fatalities stemmed from falls from elevation. Hence, there is a great demand for such systems.
Figure 5: Fall Protection System (butlermfg.com/en/
products_systems/roof_systems/skyweb_ii_skyweb)
Figure 3: Nail in Hand
(Hellerhoff
(2012)
upload.wikimedia.org/
wikipedia/commons
/f/f8/Nagel_von_
Schuss
apparat_in_Hand_-_Roe
_ap.jpg)
Figure 6 lays out these 6 principles based on when they apply in the course of executing work (work operations). Elimination, Prevention, Replacement, and Facilitation are means to avoid the occurrence of mistakes. Detection and Mitigation are means to minimize the effects of mistakes once they occur. In any one of these cases, mistakeproofing devices and processes should be designed so that they meet three criteria: (1) be simple, (2) be infallible, (3) be used effortlessly (e.g., McMurray and Garcia 2016).
Figure 6: Applicability of Mistakeproofing Principles to Work Operations (adapted from Godfrey et al. 2005)
The 6 mistakeproofing principles were color-coded in order of decreasing preference for their application. On one end of the range is Elimination (dark green in Figure 1 and 4), the most desired of all as it makes not only the hazard associated with a task, but the entire task go away. Mistakeproof processes are intolerant of defects. At best they are designed so that no mistakes can be made; at least they reduce the chance of mistakes being made. On the other end of the range is Mitigation (reddish in Figures 1 and 4), as it should be the last principle considered to mistakeproof a product or process, when other ones cannot be made to work in the current situation. NPD-solutions (n.d.) among others note, “[i]deally, mistakeproofing should be considered during the development of a new product to maximize opportunities to mistake-proof through design of the product and the process (elimination, prevention, replacement, and facilitation). Once the product is designed and the process is selected, mistakeproofing opportunities are more limited ([…] detection and mitigation).”
Among the numerous examples of mistakeproofing documented in the course of this research project, and singling out safety-related devices and practices, the authors found that many are Mitigation related (e.g., PPE). Mitigation (and Detection) are after-the-fact (reactive, before the mistake occur has occurred) mistakeproofing approaches and therefore not the best. The before-the- fact (proactive, before the mistake occurs) mistakeproofing approaches have been gaining prominence in the construction safety community through efforts such as Prevention through Design (PtD) (NIOSH 2014, Schulte et al. 2008), Our industry can do a lot more in this regard to make its products and processes safer.
These 6 principles all focus on the worker in their environment. The aim is to mistakeproof the tasks workers perform in the process of delivering a product or service. To be of quality, the delivery process must also consider the recipient of that product/service, namely the customer. Some mistakeproofing practitioners (e.g., in healthcare, Gregory and Kaprielian 2016) add another principle, namely “Patient Involvement” as the patient is the customer of the healthcare provider. That principle is addressed by Shingo’s concept of successive inspection and applies in construction as well. To deliver a quality product to a customer, one must know what the customer wants and allow the customer to express their concerns and have a say in making an assessment of the quality of the product or service received.
3.3. Concepts Related to Mistakeproofing
A number of concepts from quality management and other schools of thought also pertain to creating defect-free products and processes, as is the case for mistakeproofing.
3.3.1. Mistakes vs Process Capability
Although the term process capability is not commonly used in the construction industry, it helps make a crucial distinction between it and the occurrence of mistakes, that is important in the pursuit of continuous improvement. Process capability has been established (at a certain level of performance) if anyone (at some level of skill, as per the process specifications) doing the job will consistently meet the expected quality standard. Process capability affects all workers (e.g., exposure to silica fumes from grinding or drilling into stone or concrete) and must therefore be established with worker safety and health in mind. The same is true for design of operations by means of which one can, for example, shift the kinds of hazards workers are exposed to (installing duct work at ground level to fit under a raised floor system is less hazard-prone that working overhead on duct installation, but it is hard on the knees).
By definition, process capability describes the variation in a property of the output of a process (e.g., the geometry of the material produced) that is achieved under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017).
The term “normal operating conditions” presumes that the workers involved are qualified to do the work and make no mistakes. By definition, a mistake is an inadvertent human action that may lead to a defect in a process or product, or harm to a person. This brings us back to mistakeproofing, which is to design products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. When people are not successful (mistakes occur or the outcome produced is defective) in executing a certain process or constructing a certain product to the desired quality standard, a number of causes may be in play:
- The process they are to follow is not capable—irrespectively of the person involved—of consistently achieving the desired outcome, in which case process capability must be improved. For example:
- When using a panelized concrete formwork system there will be joints through which concrete or grout can seep. Excessive formwork leakage may be considered a defect. As long as the workers have erected the formwork “the correct way,” such leakage is not to be attributed to human mistake. How much the forms will leak is matter of process capability: it will vary by formwork system selected, methods used to put it in place, as well as precautions taken to prevent leakage from occurring.
Such precautionary measures do not fall under the realm of mistakeproofing (in the strict sense, because they do not pertain to human error), nevertheless, why not consider them if mistakeproofing principles can address them?
Following the same argument, the authors see no reason to single out opportunities to improve safety in performing a task from opportunities to improve quality in general, and therefore use the term “integrated task planning” to denote that all aspects of a task, separately, together with others, and holistically, are to be considered for improvement (by mistakeproofing or other means). - The quality standard (for construction) may not have been articulated or made clear to them, that is, they may not know what is expected and need to learn it.
- Perhaps they knew but forgot (an opportunity for mistakeproofing).
- Not all requirements for executing the selected, capable process are in place. E.g., some inputs provided may be of inferior quality.
- The process is capable, people know the process and its quality standard, and all requirements are satisfied, and yet they may still make mistakes in the course of executing the process (a clear need for mistakeproofing). For example:
- Building on the earlier example of formwork erection, if a worker leaves off a clamp to hold panels together (and that causes leakage), that would be a mistake.
Both process capability and human error affect product and process quality. In construction projects, it is often taken for granted that process capability is established, processes are in place, and workers will consistently follow them. From the author’s experience and direct observation of how work gets done on site and off site, however, it is clear that specific work methods and quality expectations are not necessarily spelled out nor systematically followed; enforcement is often lax. When worker preferences govern over how they go about their work, significant differences may exist between what one worker accomplishes vs. another one. This makes it difficult to establish a standard for performance relative to which improvements may be assessed.
One way forward is to stepwise establish a quality processes to deliver quality products or services to customers. Baudin (2001) suggests that the first step is to establish process capability. In the case of repeatable processes, this may be done by setting expectations (e.g., setting upper and lower bounds on acceptable performance and applying Six Sigma methods), identifying recurring defects, and remediating them.
Once process capability has been established, however, people involved in the process may still make occasional mistakes. Ideally, systems will be designed so that no mistakes can be made, however, to err is human. Given that mistakes will occur, the subsequent steps are therefore to make it quick and easy to detect them so that remedial action can be taken and mistakes will not become defects. Here is where Lean methods such as one-piece flow, first-in first-out, cellular manufacturing, 5 WHYs, and small wins come in. The latter two are explained next.
3.3.2. 5 WHYs, Failure Modes and Effects Analysis (FMEA), and Small Wins
When a situation is unsatisfactory to someone for some reason, people should express a concern. A concern is precautionary in nature: the situation may not be deemed problematic (yet) and no incident has as of yet occurred, but it is important to express it, because that is the start to identify causes and potential countermeasures (e.g., use mistakeproofing), and implement them before the problem arises or incident occurs.
A countermeasure is a corrective action taken in response to the identification of a deviation from a desired expected condition (a standard condition) in an attempt to prevent that deviation from reoccurring. Whether or not that attempt is successful in the short- or long term will have to bear out. Recognizing that further improvements, even better than the current corrective action, may exist and be identified at a later time, Lean practitioners therefore opt to use the term countermeasure rather than say “a problem is solved.” It indicates their ongoing and neverending pursuit of continuous improvement.
The Lean method called 5 WHYs is one of several methods to identify root causes of product- or process failures. Ohno (1988) defines this concept in greater detail. The essence is that one must ask Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover one or several of the problem’s root causes so that they may be addressed by using more systemic, longer-lasting countermeasures (Figure 7).
Figure 7: “5 Why” Investigation Questions
(Source: Scholtes, P.R. (1998). The Leader’s
Handbook. McGraw-Hill, Figure 20-1)
The Failure Modes and Effects Analysis (FMEA) method offers a systematic way to describe failures and pursue remedial action. The FMEA analyst must identify all possible ways in which a product or process can fail (so-called failure modes) and then assign a likelihood of occurrence and severity to each one. Based on these, the analyst can compute a relative Risk Priority Number (RPN) and use that, in combination with other considerations, to prioritize which failure mode to address first.
From the perspective of a Lean thinker, note that any improvement opportunity (including potential or occurring problems), big or small, is worth addressing. Lean thinkers at all levels in their organization are encouraged to pursue not only high risk challenges (presumably with big wins) but also small wins (Amabile and Kramer 2011). Any improvement is a win and many small ones accumulate over time. More importantly, Lean organizations want everyone trained and involved in pursuing improvement opportunities in a systematic way. Alertness to small wins sharpens people’s skills at finding improvement opportunities in general (e.g., Akers 2011).
The next task is to explore each of the 6 mistakeproofing principles and identify means by which they may be achieved. This requires a concept generation method such as TRIZ (expanded on in Section 4). A means can then be selected and implemented as a countermeasure. Further observation of the implementation may lead to yet new insights into how yet further means for mistakeproofing may be deployed.
Before proceeding with TRIZ, however, the next section briefly describes how mistakeproofing relates to OSHA’s well-known Hierarchy of Hazard Controls.
3.3.3. Hierarchy of Hazard Controls
The 6 mistakeproofing principles as described align to some degree with OSHA’s Hierarchy of Hazard Controls. OSHA’s hierarchy includes five levels. Figure 8 depicts it by an upside-down triangle to stress that the top level (elimination) is deemed most effective and the bottom one (PPE) least effective.
Figure 8: Hierarchy of Hazard Controls (Source: www.osha.gov/shpguidelines/hazardprevention.html after Peterson 1973)
The 5 levels in the Hierarchy of Hazard Controls are:
- Elimination is about preventatively, on paper and physically removing any hazard so it will no longer be part of the design.
- Substitution is about preventatively replacing a product or process with another one that is deemed less hazardous or risky.
- Engineering Controls is about isolating people from the hazard and guarding them.
- Administrative Controls is about changing the way people work, by providing training and scheduling work with safety in mind
- Personal Protective Equipment (PPE) is about shielding the worker from hazards should incidents occur.
Particularly the first two match their namesake principles of mistakeproofing, though OSHA is of course safety and health focused. Both Elimination and Substitution are about “designing it out.” The other three in the Hierarchy appear more narrowly focused than the principles of mistakeproofing are.
4. THEORY OF INVENTIVE PROBLEM SOLVING (TRIZ)
Knowing the principles of mistakeproofing will help people recognize what practices have been implemented. This in turn will help them do their own mistakeproofing by simply copying examples from one application to another, or perhaps extrapolating. But when these do not work, a method is needed to generate new concepts to mistakeproof an existing product or process, or generate altogether new mistakeproofed-ones. The design methodology called the “Theory Inventive Problem Solving” or TRIZ may serve as a means to this end (Cerit et al. 2014).
4.1. Definition of TRIZ
TRIZ is the Russian acronym that is translated in English as the Theory of Inventive Problem Solving (TIPS). It was developed by Genrich Altshuller in 1946 and evolved over the course of about 50 years (Altshuller 1997, 1999, Souchkov 2008 rev. 2015). Altshuller had been working in a patent office and studied what defined an innovation. Over this period of time, Altshuller and colleagues developed not only principles but also Algorithms for Inventive Problem Solving (ARIZ) (e.g., Altshuller 1999, Marconi 1998) and related methods to foster innovative thinking. The focus in this report in on using the 40 TRIZ Principles and use them to generate mistakeproofing concepts. The notion of using TRIZ as a Lean Thinking tool is not new (e.g., Ikovenko 2005).
4.2. 40 Principles of TRIZ
The challenge stems from the fact that, when designing something new, designers face requirements and constraints that may be contradictory. They must then must negotiate tradeoffs. In the TRIZ context, these are called contradictions. To offer an example from Toyota, engineer Suzuki who spearheaded the Lexus program, became known for his uncompromising stance on seemingly conflicting design requirements (e.g., develop a car that can reach high top speeds, yet have low fuel consumption) , Suzuki’s YETs (Liker 2004 p. 43-50).
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be used as a toolbox to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles and they are included in this report in Appendix III. Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ Principle appears to have been applied. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
Innovation using the 40 TRIZ Principles (Figure 9) is a four-step process. It requires (1) an expression of concern (earlier in the report, a distinction was made between concern and problem), (2) abstraction to a more conceptual level, (3) followed by the application of a Principle, and (4) then specialization to formulate a countermeasure (solution).
Figure 9: Prism of TRIZ Problem Solving Solutions (Oxford Creativity,(upload.wikimedia.org/wikipedia/commons/thumb/a/a2/Prism_of_TRIZ_Oxford_Creativity.png/640px-Prism_of_TRIZ_Oxford_Creativity.png)
To expand on the 40 TRIZ Principles, consider items 9 and 11 on the list in Appendix III:
9. Preliminary anti-action
9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. and
11. Beforehand cushioning
-
11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
These principles are commonly used when designing PPE such as steel-toed boots (steel to cushion the blow of impact) and hard hats.
5. EXAMPLE APPLICATIONS OF PRINCIPLES OF MISTAKEPROOFING AND TRIZ
With the 6 mistakeproofing principles presented in Section 3 and the mistakeproofing mind-set explained, and 40 TRIZ Principles (Appendix III) available to rationalize innovations (in this case, means for mistakeproofing), the best way to learn to apply it, is to study examples. Appendix IV includes 30 examples of mistakeproofing practices in the architecture-engineeringconstruction industry, selected to illustrate variety in application opportunities in design and construction. They are labeled consecutively by the number shown in the lower-right corner.
The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each illustration designates, based on the color codes shown in Figure 1, which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
One can also create a new means for mistakeproofing by combining the principles implemented in different examples. One can imagine designing a nail gun with a contact sensor that also, like SawStop (Example 30) gauges the conductivity of the surface it touches. The nail gun should fail to engage upon contact with a person.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
6. RESEARCH FINDINGS AND CONCLUSIONS
The research led to the following findings:
- The principles of mistakeproofing offer practical and useful application in the construction industry. Their systematic pursuit is bound to help improve quality performance (including safety and health performance by prevent hazards, incidents, and chronic pain altogether) in the short- and long-term as it has across the board in other industries.
- While perhaps not so obvious to the untrained eye, quite a few applications of mistakeproofing already exist in the construction industry. The practice of mistakeproofing construction needs to be made more visible. Documentation of existing practices will inspire greater adoption of mistakeproofing.
- While some mistakeproofing opportunities require investment in new product development, many can be implemented at a minimal- if any cost.
- The generation of new ideas on how to mistakeproof certain designs, tasks, or processes can be supported by drawing on the principles of TRIZ (Theory of Inventive Problem Solving). TRIZ takes a scientific approach to foster innovative thinking and offers methods that can be taught. It should be considered for inclusion in a mistakeproofing curriculum.
- The need to mistakeproof the design of everyday construction products (materials, tools, assemblies, etc.) and processes (work methods) may seem obvious (or, upon reading this report, hopefully will appear obvious in hindsight), but mistakeproofing is by no means a common practice in the construction industry. Developing a mistakeproofing mindset starts by raising awareness and empowering people to systematically experiment with making changes in how work gets done on their projects, big or small, in pursuit of continuous improvement. Training will be needed to foster a mistakeproofing mindset.
- The six principles of mistakeproofing align to some degree with the five levels in OSHA’s Hierarchy of Hazard Controls. They appear to be broader in their focus of application, however, not so focused on safety and health, but rather addressing quality (which includes concern for safety and health) at a more holistic level questions of production system design and overall performance.
- Further advancement of the use of mistakeproofing in construction will contribute to the initiatives unfolding around Prevention through Design (PtD), Safety by Design (SbD), and others that focus on improving the industry’s health and safety performance.
By explaining the goal to be achieved, defining the principles, and offering examples, this report aimed to encourage broader awareness and use of this Lean Thinking method. Intentional and purposeful use of mistakeproofing principles through their practical application will lead to improved industry performance in construction, as it has in other industries.
7. ACKNOWLEDGMENTS
The authors of this report owe many thanks to everyone they spoke with and who hosted their visits, for their time and willingness to contribute to this research by sharing ideas and examples of mistakeproofing (only some of which made it into this report).
This research was funded by CPWR Small Study No. 16-3-PS. All support is gratefully acknowledged. Any opinions, findings, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of anyone interviewed for this study nor of their employer.
APPENDIX I: GLOSSARY
This glossary of terms includes a number of definitions provided in Tommelein and Ballard (2017), referred to as the “P2SL Glossary 2017.” In certain places, adjustments were made so that those terms would be compatible with definitions used by OSHA (e.g., OSHA 2016).
5 WHYs, 5 Why analysis: Problem solving method based on asking Why? successively—at least 5 times—in order to get beyond the symptoms of a problem that can be addressed with a local countermeasure, to uncover the root cause of a problem that can be addressed by a systemic, more lasting countermeasure. (P2SL Glossary 2017) Reference: also see Ohno (1988 p. 17)
(Figure 20-1. "5-Why" Investigative questions
Source: Peter R. Scholtes, The Leader's Handbook,
McGraw-Hill, 1998.)
40 TRIZ Principles: see Appendix III.
ARIZ: Algorithm for Inventive Problem Solving, part of TRIZ developed by Altshuller (1984, 1997)
breakdown: Deviation from standard process or target outcome(s). Types of breakdowns:
- Incidents and close calls (near misses)
- Errors, defects, rework
- Broken promises, plan failures
A breakdown provides a learning opportunity because either (1) we did not properly perform process A and need to learn how to, or (2) our knowledge regarding causality “IF A THEN B” is inadequate. (P2SL Glossary 2017)
close call, near miss: Incident that could have—if circumstances had been slightly different— resulted in human harm, but did not.
Condition of Satisfaction (COS): Directive (proactive: for steering) and criterion (reactive: for judging), imposed by the entity initiating a process (usually the customer) that specify (to the performer of that process) how success of the outcome will be gauged. What will make a customer satisfied with the service or product received. (P2SL Glossary 2017)
COS see Condition of Satisfaction (COS)
defect: An output that does not conform to a Condition of Satisfaction (COS) or specification; not to standard; not of quality.
detection [mistakeproofing]: principle of mistakeproofing aimed at helping people recognize that a mistake has occurred, e.g., by providing sensory feedback, so that they can promptly correct the situation.
DfS: see Safety by Design (SbD)
elimination1 [hierarchy of controls]: Change in process or workplace condition that removes the hazard or ensures that no person can be exposed to a hazard under any foreseeable circumstances (after OSHA 2016).
elimination2 [mistakeproofing]: principle of mistakeproofing aimed at redesigning the product or process so that the task where people may make mistakes or incidents may occur is no longer needed.
error: see mistake
errorproofing: see mistakeproofing
facilitation [mistakeproofing]: principle of mistakeproofing that aims at making tasks easier to perform and helping people make distinctions in a situation or artifact that are relevant to the proper execution of their task, by providing sensory input.
fail safing: see mistakeproofing
Failure Modes and Effects Analysis (FMEA): “Failure modes and effects analysis (FMEA) is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. (ASQ 2017).”
FMEA see Failure Modes and Effects Analysis
hazard: Situation where an event may occur that causes human harm.
hazard analysis: Technique that focuses on tasks as a way to identify hazards before they occur. It focuses on the relationships among the worker, the task, the tools, and the work environment (after OSHA 2016).
Hierarchy of Hazard Controls: System for selecting and implementing the most effective control solutions for workplace hazards that includes:
1. Elimination 2. Substitution 3. Engineering controls 4. Administrative controls 5. Personal protective equipment
This is referred to as a hierarchy because they should be considered in the order presented. Controls at the top of the hierarchy are potentially more effective and more protective than those lower in the hierarchy (OSHA 2016). Reference: Peterson (1973)
human harm: Death, injury, or illness.
illness: Human harm caused by, e.g., skin diseases or disorders, respiratory conditions, poisoning, and hearing loss (OSHA categories in Zaidman 2006) Reference: Zaidman (2006) In contrast to injury
incident: Occurrence of an event that results in a fatality, injury, illness, or close call (sometimes called "near misses"), in which a person might have been hurt if the circumstances had been slightly different.
injury: Wound or damage to the body resulting from an event in the (work) environment. Examples are a cut, abrasion, fracture, or burn. Sprain and strain injuries to muscles, joints, and connective tissues are classified as injuries when they result from a slip, trip, fall, or other similar incidents (after Zaidman 2006).
job hazard analysis: see hazard analysis.
mistake, error: Inadvertent human action that may lead to a defect in a process or product, or harm to a person.
mistakeproofing, poka yoke, errorproofing, fail-safing (P2SL Glossary 2017): Designing products or processes to eliminate (or at least to reduce) the probability or impact of mistakes and defects in use or execution. Mistakeproofing is based on six principles:
1. Elimination (akin to elimination as defined in Hierarchy of Controls) 2. Prevention 3. Replacement or substitution (akin to substitution as defined in Hierarchy of Controls) 4. Facilitation 5. Detection 6. Mitigation
Reference: Shingo (1986)
mitigation [mistakeproofing]: principle of mistakeproofing aimed at alleviating or minimizing the impact of a mistake or incident that has occurred.
near miss: see close call.
poka yoke: see mistakeproofing
PPE: personal protection equipment
Prevention through Design (PtD): Anticipating and “designing out” (preventing the occurrence of) potential occupational safety and health hazards that may arise as a result of people engaging in processes to make products (e.g., organizing work using work structuring or operation design) or using products-as-designed (e.g., materials, assemblies, equipment, tools) (P2SL Glossary 2017)
References: NIOSH (2014), Schulte et al. (2008), designforconstructionsafety.org
Related see mistakeproofing and Safety by Design (SbD)
process capability: Probability distribution describing the variation in a property of the output of a process (e.g., the geometry of the material produced) under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc. (P2SL Glossary 2017)
PtD see Prevention through Design
quality: Meeting requirements. “Consistently producing a product (outcome) that meets customers’ expectations and that is fit for the purpose intended. (Lichtig 2011)” (P2SL Glossary 2017)
root cause analysis: A collective term that describes a wide range of approaches, tools, and techniques used to uncover causes of problems (OSHA 2016).
safe, safety: Not harmful. (P2SL Glossary 2017)
Safety by Design (SbD): Practice that encourages product and process designers to “design out” during design development what may be health and safety risks to makers and users of their design. It supports the view that design affects, not only quality, scope, and cost, but also safety (after Wikipedia 2016). (after P2SL Glossary 2017)
In the context of mistakeproofing, SbD follows two principles, elimination and substitution.
Reference: Wikipedia (2016-05-14) https://en.wikipedia.org/wiki/Safety_by_design (17 JAN 2017)
Related see Prevention through Design (PtD)
SbD see Safety by Design
self-inspection: Process whereby the performer of a task confirms that the hand-off produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirements and it eliminates the defects that are relevant to the next customers, though possibly not all defects that may affect customers further downstream. (P2SL Glossary 2017)
In contrast to successive inspection
Ref.: Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Taylor&Francis.
small win: Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. More importantly, alertness to small wins sharpens people’s skills at finding improvement opportunities in general. (P2SL Glossary 2017)
References: Akers (2011), Amabile and Kramer (2011)
source inspection see self-inspection
standard: An agreed-upon reference or baseline from which deviation is observed and measured. Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work: Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
substitution [hierarchy of controls]: The replacement of a toxic or hazardous material (or the equipment or processes used with them) with one that is less harmful. (OSHA 2016)
substitution2 [mistakeproofing]: principle of mistakeproofing aimed at identifying tasks where people make mistakes or incidents occur, and then replacing them with tasks that are less error- and incident-prone (e.g., a less hazardous one).
successive inspection: Inspection performed by the immediate customer of a process, principally focused on the inspector’s own Conditions of Satisfaction (COS). This may include technical inspectors who take into account all quality conditions. (P2SL Glossary 2017)
In contrast to self-inspection
Reference: Shingo (1986).
TRIZ: Theory of Inventive Problem Solving, developed by Altshuller (1984, 1997, 1999)
APPENDIX II: REFERENCES AND SELECTED BIBLIOGRAPHY
Akers, P.A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., www.2secondlean.com
Altshuller, G.S. (1984). Creativity as an Exact Science. The Theory of the Solutions of Inventive Problems. Translated from Russian by A. Williams, Studies in Cybernetics: 5, Gordon and Breach Sci. Pubs., NY, 319 pp.
Altshuller, G. (1997). 40 Principles: TRIZ Keys to Technical Innovation. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 141 pp.
Altshuller, G. (1999). The Innovation Algorithm – TRIZ Systematic Innovation and Technical Creativity. Translated from Russian by L. Shulyak and S. Rodman, Worchester, MA: Technical Innovation Center. 312 pp.
Amabile, T. and Kramer, S. J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
ASQ (2017). Failure Modes and Effects Analysis (FMEA). http://asq.org/learn-aboutquality/ process-analysis-tools/overview/fmea.html
Ballard, G. (2000). The Last Planner System of Production Control. PhD Dissertation, University of Birmingham, UK.
Ballard, G., Tommelein, I., Koskela, L., and Howell, G. (2002). “Lean Construction Tools and Techniques.” Chapter 15 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 227-255.
Baudin, M. (2001). “When to Use Statistics, One-piece Flor, or Mistake-Proofing to Improve Quality.” Manufacturing Management & Technology Institute (MMTI), Palo Alto, CA, 10 pp.
BMGI (2016). “Mistake Proofing Techniques.” bmgi.org/sites/bmgi.org/files/Mistake_ Proofing_Techniques.pdf (June 16, 2016).
Bodek, N. (1986). Page vii of Publisher’s Preface to Shingo (1986). Bureau of Labor Statistics (BLS) (2013). “Numbers of Nonfatal Occupational Injuries and Illnesses by Case Type and Ownership, Selected Industries 2012.” www.bls.gov/news.release/osh.t02.htm (Nov. 20, 2013).
Bureau of Labor Statistics (BLS) (2016). “Industries at a Glance: Work-related Fatalities, Injuries, and Illnesses 2014.” www.bls.gov/iag/tgs/iag23.htm (May 10, 2016).
Cerit, B., Küçükyazıcı, G., and Şener, D. (2014). “TRIZ: Theory of Inventive Problem Solving and Comparison of TRIZ with the other Problem Solving Techniques.” Balkan J. of Electr. and Computer Engineering, 2(2) 66-74.
Dekker, S. (2004). Ten questions about human error: A new view of human factors and system safety. CRC Press.
Dekker, S. (2006). The field guide to human error. Bedford, UK: Cranfield Univ. Press.
Dekker, S. (2012). Just culture: Balancing safety and accountability. Ashgate Publishing, Ltd.
Dekker, S. (2014). The Field Guide to Understanding 'Human Error.' Ashgate Publishing, Ltd.
dos Santos, A. and Powell, J. (1999). “Potential of poka-yoke devices to reduce variability in construction.” Proc. 7th Ann. Conf. Int’l. Group for Lean Constr., Berkeley, CA, pp. 51-62.
dos Santos, A., Powell, J., and Formoso, C.T. (1999). “Evaluation of Current Use of Production Management Principles in Construction Practice.” Proc. 7th Ann. Conf. Int’l. Group Lean Constr., Berkeley, CA, pp. 73-84.
dos Santos, A., Powell, J., Sharp, J., and Formoso, C.T. (1998). “Principle of transparency applied in construction.” Proc. 6th Ann. Conf. Int’l. Group for Lean Construction, Guaruja, Brazil.
Duffy, M. (2004). “From Designer Risk Assessment to Construction Method Statements: Techniques and Procedures for Effective Communication of Health and Safety Information.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 118-135.
Gregory, B. and Kaprielian, V.S. (2016). Six Principles of Mistake Proofing Care. http://patientsafetyed.duhs.duke.edu/module_f/six_principles.html visited 18 AUG 2017.
Finelite (2001). The Affordable Alternative – Contractor Guide. Finelite Inc., Union City, CA, www.finelite.com, 20 pp.
Finelite (2008). Estimator and Contractor Guide. Finelite Inc., Union City, CA, Available online at www.finelite.com/contractor/ContractorGd_m.pdf visited 22 April.
Fisher, M. (1999). “Process Improvement by Poka Yoke.” Work Study, 48(7), 264-266. Gambatese, J. (2004). “Safety Emphasis in University Engineering and Construction Programs.” In Hecker, S.,
Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 144-164.
Gambatese, J. and Pestan, C. (2014). “Connection between Lean Design/Construction and Construction Worker Safety.” CPWR Small Study Final Report, Oregon State Univ., Dec.
Grout, J.R. (2003). “Preventing medical errors by designing benign failures.” Jt. Comm. J. Qual. Saf., 29(7) 354-362.
Grout, J.R. (2006). “Mistake proofing: changing designs to reduce error.” Qual. Saf. in Health Care, Dec; 15 (Suppl. 1): i44–i49, doi:10.1136/qshc.2005.016030, https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2464876/
Grout, J.R. (2007). Mistake-Proofing the Design of Health Care Processes. AHRQ Pub. No. 07- 0020, May 2007, online as of 9/14/2015 at archive.ahrq.gov/professionals/quality-patientsafety/ patient-safety-resources/resources/mistakeproof/mistakeproofing.pdf
Godfrey A B, Clapp T G, Nakajo T. et al Application of healthcare‐focused error proofing: principles and solution directions for reducing human errors. Seattle: Proceedings of the ASQ World Conference on Quality and Improvement, 16–18 May, 2005
Hecker, S., Gambatese, J., Weinstein, M. (2004). “Life Cycle Safety: An Intervention To Improve Construction Worker Safety and Health through Design.” In Hecker, S., Gambatese, J., Weinstein, M. (Eds.) (2004). Proc., Designing for Safety and Health in Construction Research and Practice Symposium, Eugene, OR, 212-233.
Hinckley, C.M. (2001). Make no mistake. Portland, Oregon: Productivity Press.
Howell, G.A., Ballard, G., Abdelhamid, T.S., and Mitropoulos, P. (2002). “Working Near the Edge: A New Approach to Construction Safety.” Formoso, C.T. and Ballard, G., Proc. 10th Ann. Conf. Int’l. Group for Lean Construction, Gramado, Brazil, 6-8 August, pp. 49-60.
Ikovenko, S. (2005). “TRIZ as a Lean Thinking Tool.” The TRIZ Journal, 7 FEB 2005, https://triz-journal.com/triz-lean-thinking-tool/
Koskela, L. (1992). “Application of the new production philosophy to construction.” Technical Report 72, CIFE, Stanford University, Stanford, CA.
Koskela, L., Howell, G., Ballard, G., and Tommelein, I. (2002). “The Foundations of Lean Construction.” Chapter 14 in Rick Best and Gerard de Valence (editors, 2002). Design and Construction: Building in Value. Butterworth-Heinemann, Elsevier Science Ltd, pp. 211-226.
LEI (2016). http://www.lean.org/WhatsLean/, Lean Enterprise Institute, visited 14 April.
Liker, J.K. (2004). The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer. McGraw-Hill Education, 330 pp.
Liker, J.K. and Meier, D. (2006). The Toyota Way Fieldbook. McGraw-Hill, 475 pp.
Marconi, J. (1998). “ARIZ: The Algorithm for Inventive Problem Solving An Americanized Leaning Framework.” TRIZ Journal, April 1998. www.triz-journal.com/archives/1998/04/d/
McDonald, M.J. (1998). Quality Prediction and Mistake Proofing: An LDRD Final Report. Sand- 98-0557, Sandia National Laboratories, Albuquerque, NM, 32 pp. www.osti.gov/servlets/purl/650152 (June 15, 2016).
McMahon, T. (2016). “Six Principles of Mistake Proofing.” A Lean Journey, 20 July 2016, www.aleanjourney.com/2016/07/six-principles-of-mistake-proofing.html.
McMurray, M. and Garcia, J. (2016). “Achieving Perfection Through Simple Changes.” www.bmgi.com/resources/articles/achieving-perfection-through-simple-changes (16 June 2016.)
Memarian, B. and Mitropoulos, P. (2013). “Accidents in masonry construction: The contribution of production activities to accidents, and the effect on different worker groups.” Safety Science, 59, 179-186.
Memarian, B. and Mitropoulos, P. (2015). “High Reliability Production Systems: A Hot Asphalt Roofing Case Study.” Proc., 51st ASC Annual International Conference, Texas.
Mitropoulos, P. (2014). “The Effect of Production Control and Safety Management on Project Safety.” The Professional Constructor, April, 38 (1) 5-12.
Mitropoulos, P. and Memarian, B. (2012). "Team Processes and Safety of Workers: Cognitive, Affective, and Behavioral Processes of Construction Crews." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000527, 1181-1191.
Mitropoulos, P. and Memarian, B. (2013). "Task Demands in Masonry Work: Sources, Performance Implications, and Management Strategies." ASCE, J. Constr. Eng. Manage., 10.1061/(ASCE)CO.1943-7862.0000586, 581-590.
Moser, L. and dos Santos, A. (2003). “Exploring the role of visual controls on mobile cell manufacturing: A case study on drywall technology.” Proc. 11th Ann. Conf. Int’l. Group for Lean Construction, Blacksburg, VA.
NIOSH (2014). The State of the National Initiative on Prevention through Design. Dept. of Health and Human Services, Centers for Disease Control and Prev., National Institute for Occupational Safety and Health, Pub. Nr. 2014-123, Cincinnati, OH, May, www.cdc.gov/niosh/docs/2014-123/pdfs/2014-123_v2.pdf
Norman, D.A. (1989). The design of everyday things. New York: Doubleday.
NPD-solutions (n.d.) “Mistake-Proofing by Design.” www.npd-solutions.com/mistake.html
Prevention through Design (n.d.) designforconstructionsafety.org
Ohno, T. (1988). The Toyota Production System: Beyond Large-Scale Production. Productivity Press, Portland, OR, 143 pp.
OSHA (2015). Designing for Construction Safety Short Course (Powerpoint slides), online at www.osha.gov/dte/library/DfCS_06_2015.ppt
OSHA (2016). Recommended Practices for Safety & Health Programs in Construction. Occupational Safety and Health Administration, Washington, DC. www.osha.gov/shpguidelines/docs/8524_OSHA_Construction_Guidelines_R4.pdf
P2SL Glossary 2017, see Tommelein and Ballard (2017).
Peterson, J.E. (1973). “Principles for Controlling the Occupational Environment.” Chapter 35, pp. 511-517 in NIOSH DHHS (NIOSH) (1973). The industrial environment - its evaluation and control. 3rd ed.. Cincinnati, OH: US Department of Health, Education, and Welfare, Public Health Service, Centers for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Pub. No. 74-117, January, https://www.cdc.gov/niosh/docs/74-117/
Rasmussen, J. (1982). “Human Errors: A Taxonomy for Describing Human Malfunction in Industrial Installations.” J. of Occupational Accidents, 4, 311-333.
Rasmussen J., Pejtersen A.M., and Goodstein L.P (1994). Cognitive System Engineering. John Wiley & Sons, Inc. New York, NY.
Reason, J.T. (1990). Human Error. Cambridge University Press, New York, NY.
Rigby, L. 1970. “The Nature of Human Error.” Annual Technical Conference Transactions of the American Society for Quality Control, pp. 475-566.
Schulte, P.A., Rinehart, R., Okun, A., Geraci. C., Heidel, D.S. (2008). “National Prevention through Design (PtD) Initiative.” Journal of Safety Research, 39, 115-121. www.cdc.gov/niosh/topics/ptd/pdfs/Schulte.pdf
Shimbun, K.N. (1988). Poka-Yoke: Improving Product Quality by Preventing Defects. Nikkan Kogyo Shimbun/Factory Magazine, Productivity Press, Portland, OR.
Shingo, S. (1986). Zero Quality Control: Source Inspection and the Poka-Yoke System. Portland, Oregon: Productivity Press.
Souchkov, V. (2008, revised 2015). “A Brief History of TRIZ.” Online at www.xtriz.com/BriefHistoryOfTRIZ.pdf visited 30 JAN 2017.
Journal, https://triz-journal.com/application-40-inventive-principles-construction/
Stewart, D.M. and Grout, J.R. (2001). “Human side of mistake-proofing.” Production and Operations Management, 10 (4)
Stewart, D.M. and Melnyk, S.A. (2000). Effective process improvement developing poka-yoke processes. Production and Inventory Management Journal, 41(4), 48-55.
Superfactory (2007). “Poka Yoke & Mistake Proofing.” 9 Powerpoint slides in the Superfactory Manufacturing Excellence Series.
Superfactory (2008). www.superfactory.com/topics/jidoka.htm visited on May 5, 2008.
Suzaki, K. (1985). “Japanese Manufacturing Techniques: Their Importance to U.S. Manufacturers.” Journal of Business Strategy, 5(3), 10-19.
Suzaki, K. (1987). The New Manufacturing Challenge, The Free Press, New York, N.Y.
Suzaki, K. (1993). The New Shop Floor Management: Empowering People for Continuous Improvement, The Free Press, New York, N.Y.
Teplitskiy, A. (2005-05-10). “Application of 40 Inventive Principles in Construction.” The TRIZ Journal, triz-journal.com/application-40-inventive-principles-construction/
Tommelein, I.D. (2008a). "‘Poka Yoke’ or Quality by Mistake Proofing Design and Construction Systems." In Tzortzopoulos, P. and Kagioglou, M. (Eds.) (2008). Proc. 16th Annual Conf. of the Int’l. Group for Lean Constr. (IGLC 16), 16-18 July, Manchester, UK.
Tommelein, I.D. (2008b). “Mistake-Proofing Design and Construction Systems Improves Quality of Capital Projects: Pillars of the Toyota Production System Adapted for AEC Industry.” Published: 11-18-2008, www.tradelineinc.com/reports/2008-11/mistake-proofingdesign- and-construction-systems-improves-quality-capital-projects
Tommelein, I.D. (2017). “Discussion of ‘Toward Error Management in Construction: Moving beyond a Zero Vision’ by P.E.D. Love and J. Smith.” ASCE, J. Constr. Eng. And Manage., https://doi.org/10.1061/(ASCE)CO.1943-7862.0001414
Tommelein, I.D. and Ballard, G. (2017). Lean Construction Glossary v. 2.9. Project Production Systems Laboratory (P2SL), University of California, Berkeley, April, 71 pp.
TRIZ40 (n.d.). The 40 TRIZ Principles. www.triz40.com/aff_Principles_TRIZ.php visited 10 March 2017.
Tsao, C.C.Y. and Tommelein, I.D. (2001). “Integrated Product-Process Development by a Light Fixture Manufacturer.” Proc. 9th Ann. Conf. Int’l. Group for Lean Constr., 6-8 August, Singapore.
Tsuda, Y. (1993). “Implications of fool proofing in the manufacturing process.” In: Kuo W. (1993) (ed.) Quality through engineering design. New York: Elsevier.
Wood, R.E. (1986). “Task Complexity: Definition of the Construct.” Organizational Behavior and Human Decision Processes, 37:37- 60.
Zaidman, B. (2006). “Recordkeeping 101: Part 5 Injury or illness?” Safety Lines, Winter, 2 pp. Online at https://www.dli.mn.gov/OSHA/PDF/safetylin-win06-rcd5.pdf
APPENDIX III: 40 TRIZ PRINCIPLES
Altshuller (1999 pp. 287-289) identified a set of 40 TRIZ Principles that can be applied to resolve contradictions and thereby spur innovative thinking. With minor adjustments in wording, the TRIZ40 (n.d.) website replicates these 40 TRIZ Principles. The site furthermore offers examples from various domains for each principle and mentions which contradictions may be solved by which principle(s) by relating them in matrices akin to Altshuller’s (1999 pp. 281-285) Contradictions Matrix.
As Appendix IV includes examples of mistakeproofing practices and the description of each practice also mentions which TRIZ principle appears to have been applied, those 40 TRIZ principles are listed next. For more detail, however, please refer to Altshuller (1999) and the TRIZ40 (n.d.) website.
- Segmentation
-
1.1. Divide an object into independent parts.
1.2. Make an object easy to disassemble.
1.3. Increase the degree of fragmentation or segmentation. - Taking out
- 2.1. Separate an interfering part or property from an object, or single out the only necessary part (or property) of an object.
- Local quality
- 3.1. Change an object's structure from uniform to non-uniform, change an external environment (or external influence) from uniform to non-uniform.
3.2. Make each part of an object function in conditions most suitable for its operation.
3.3. Make each part of an object fulfill a different and useful function. - Asymmetry
- 4.1. Change the shape of an object from symmetrical to asymmetrical.
4.2. If an object is asymmetrical, increase its degree of asymmetry. - Merging
- 5.1. Bring closer together (or merge) identical or similar objects, assemble identical or similar parts to perform parallel operations.
5.2. Make operations contiguous or parallel; bring them together in time. - Universality
-
6.1. Make a part or object perform multiple functions; eliminate the need for other parts.
- Nested doll
- 7.1. Place one object inside another; place each object, in turn, inside the other.
7.2. Make one part pass through a cavity in the other. - Anti-weight
- 8.1. To compensate for the weight of an object, merge it with other objects that provide lift.
8.2. To compensate for the weight of an object, make it interact with the environment (e.g. use aerodynamic, hydrodynamic, buoyancy and other forces). - Preliminary anti-action
- 9.1. If it will be necessary to do an action with both harmful and useful effects, this action should be replaced with anti-actions to control harmful effects.
9.2. Create beforehand stresses in an object that will oppose known undesirable working stresses later on. - Preliminary action
- 10.1. Perform, before it is needed, the required change of an object (either fully or partially).
10.2. Pre-arrange objects such that they can come into action from the most convenient place and without losing time for their delivery. - Beforehand cushioning
- 11.1. Prepare emergency means beforehand to compensate for the relatively low reliability of an object.
- Equipotentiality
- 12.1. Change the condition of the work in such a way that it will not require lifting or lowering an object (Altshuler 1999 p.287)
- Do it in reverse (Altshuler 1999 p.287), the other way around
- 13.1. Invert the action(s) used to solve the problem (e.g. instead of cooling an object, heat it).
13.2. Make movable parts (or the external environment) fixed, and fixed parts movable.
13.3. Turn the object (or process) 'upside down'. - Spheroidality – Curvature
- 14.1. Instead of using rectilinear parts, surfaces, or forms, use curvilinear ones; move from flat surfaces to spherical ones; from parts shaped as a cube (parallelepiped) to ballshaped structures.
14.2. Use rollers, balls, spirals, domes.
14.3. Go from linear to rotary motion, use centrifugal forces. - Dynamicity / Dynamics
- 15.1. Allow (or design) the characteristics of an object, external environment, or process to change to be optimal or to find an optimal operating condition.
15.2. Divide an object into parts capable of movement relative to each other.
15.3. If an object (or process) is rigid or inflexible, make it movable or adaptive. - Partial or excessive actions
- 16.1. If 100 percent of an object is hard to achieve using a given solution method then, by using 'slightly less' or 'slightly more' of the same method, the problem may be considerably easier to solve.
- Another dimension
- 17.1. To move an object in two- or three-dimensional space.
17.2. Use a multi-story arrangement of objects instead of a single-story arrangement.
17.3. Tilt or re-orient the object, lay it on its side.
17.4. Use 'another side' of a given area. - Mechanical vibration 18.1. Cause an object to oscillate or vibrate.
- 18.2. Increase its frequency (even up to the ultrasonic).
18.3. Use an object's resonant frequency.
18.4. Use piezoelectric vibrators instead of mechanical ones.
18.5. Use combined ultrasonic and electromagnetic field oscillations. - Periodic action
- 19.1. Instead of continuous action, use periodic or pulsating actions.
19.2. If an action is already periodic, change the periodic magnitude or frequency.
19.3. Use pauses between impulses to perform a different action. - Continuity of useful action
- 20.1. Carry on work continuously; make all parts of an object work at full load, all the time.
20.2. Eliminate all idle or intermittent actions or work. - Skipping
21.1. Conduct a process, or certain stages (e.g. destructible, harmful or hazardous operations) at high speed. - *Blessing in disguise* or *Turn Lemons into Lemonade*
- 22.1. Use harmful factors (particularly, harmful effects of the environment or surroundings) to achieve a positive effect.
22.2. Eliminate the primary harmful action by adding it to another harmful action to resolve the problem.
22.3. Amplify a harmful factor to such a degree that it is no longer harmful. - Feedback
23.1. Introduce feedback (referring back, cross-checking) to improve a process or action.
23.2. If feedback is already used, change its magnitude or influence. - Intermediary
- 24.1. Use an intermediary carrier article or intermediary process.
24.2. Merge one object temporarily with another (which can be easily removed). - Self-service
- 25.1. Make an object serve itself by performing auxiliary helpful functions.
25.2. Use waste resources, energy, or substances. - Copying
- 26.1. Instead of an unavailable, expensive, fragile object, use simpler
26.2. Replace an object, or process with optical copies.
26.3. If visible optical copies are already used, move to infrared or ultraviolet copies. - Cheap short-living objects
- 27.1. Replace an inexpensive object with a multiple of inexpensive objects, comprising
certain qualities (such as service life, for instance).
- Mechanics substitution
- 28.1. Replace a mechanical means with a sensory (optical, acoustic, taste, or smell) means.
28.2. Use electric, magnetic and electromagnetic fields to interact with the object.
28.3. Change from static to movable fields, from unstructured fields to those having structure.
28.4. Use fields in conjunction with field-activated (e.g., ferromagnetic) particles. - Pneumatics and hydraulics
- 29.1. Use gas and liquid parts of an object instead of solid parts (e.g., inflatable, filled with
liquids, air cushion, hydrostatic, hydro-reactive).
- Flexible shells and thin films
- 30.1. Use flexible shells and thin films instead of three dimensional structures
30.2. Isolate the object from the external environment using flexible shells and thin films. - Porous materials
- 31.1. Make an object porous or add porous elements (inserts, coatings, etc.).
31.2. If an object is already porous, use the pores to introduce a useful substance or function. - Color changes
- 32.1. Change the color of an object or its external environment.
32.2. Change the transparency of an object or its external environment. - Homogeneity
- 33.1. Make objects interacting with a given object of the same material (or material with
identical properties).
- Discarding and recovering
- 34.1. Make portions of an object that have fulfilled their functions go away (discard by
dissolving, evaporating, etc.) or modify these directly during operation.
34.2. Conversely, restore consumable parts of an object directly in operation. - Parameter changes
- 35.1. Change an object's physical state (e.g., to a gas, liquid, or solid.)
35.2. Change the concentration or consistency.
35.3. Change the degree of flexibility.
35.4. Change the temperature. - Phase transitions
- 36.1. Use phenomena occurring during phase transitions (e.g., volume changes, loss or
absorption of heat, etc.).
- Thermal expansion
- 37.1. Use thermal expansion (or contraction) of materials.
37.2. If thermal expansion is being used, use multiple materials with different coefficients of thermal expansion. - Strong oxidants
-
38.1. Replace common air with oxygen-enriched air.
38.2. Replace enriched air with pure oxygen.
38.3. Expose air or oxygen to ionizing radiation.
38.4. Use ionized oxygen.
38.5. Replace ozonized (or ionized) oxygen with ozone. - Inert environment atmosphere
- 39.1. Replace a normal environment with an inert one.
39.2. Add neutral parts, or inert additives to an object. - Composite materials
-
40.1. Change from uniform to composite (multiple) materials.
APPENDIX IV: CATALOG WITH MISTAKEPROOFING EXAMPLES
The following pages present 30 examples of mistakeproofing practices in the architectureengineering- construction industry, selected to illustrate variety in application opportunities of mistakeproofing in design and construction. The examples are ordered first by mistakeproofing principle, then by TRIZ principle. The box in the upper-left of each slide designates, based on the color codes shown in Figure 1 (this figure appeared earlier in the report but is copied below), which of 6 mistakeproofing principles the example is to illustrate. The box next to it, with blue text designates which of 40 TRIZ principles (all listed in Appendix III) the example is to illustrate.
In fact, many examples may be used to illustrate multiple principles. We leave it to the reader to expand on them further. The examples are intended to help readers practice their ability to see and recognize mistakeproofing practices in their everyday environment and then leverage that ability to create their own mistakeproofing applications.
Figure 1: Color Code for Each of Six Mistakeproofing Principles
Iris D. Tommelein
Sevilay Demirkesen
University of California, Berkeley
February 2018
8484 Georgia Avenue Suite 1000
Silver Spring, MD 20910
phone: 301.578.8500 fax: 301.578.8572
© 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR.
ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY
The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. The Laboratory is housed under the umbrella of the Center for Information Technology Research in the Interest of Society (CITRIS).
Projects are temporary production systems. P2SL is dedicated to developing and deploying knowledge and tools for the management of project production systems and the management of organizations that produce and deliver goods and services through such systems. Project production systems include for example construction, product development, software engineering, air and sea ship building, work order systems, job shops, performing arts productions, oil field development, and health care delivery.
Companies worldwide, and especially those involved in the Northern California construction industry, are invited to team up with P2SL staff and students, and use our resources to advance the theory as well as the implementation of the lean construction philosophy, principles, and methods in the industry, its companies, and its projects. Our goal is to advance and deepen understanding of how to deliver lean projects. All members of the industry are invited to become contributors and to participate in the Laboratory: owners, regulators, architects, engineers, contractors, unions, suppliers, insurers, financiers, etc.
[disclaimer:protected] => [disclaimer_transformed:protected] => [alreadyInSave:protected] => [alreadyInValidation:protected] => [validationFailures:protected] => Array ( ) [_new:BaseObject:private] => [_deleted:BaseObject:private] => [modifiedColumns:protected] => Array ( ) ) [template] => record ) ) ) [5] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_Engine/page/PHPTAL_Page.php [line] => 38 [function] => execute [class] => PHPTAL [type] => -> [args] => Array ( ) ) [6] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_Engine/page/Decorator_Page.php [line] => 34 [function] => render [class] => SB_PHPTAL_Page [type] => -> [args] => Array ( ) ) [7] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_Engine/page/Decorator_Page.php [line] => 23 [function] => render [class] => SB_Decorator_Page [type] => -> [args] => Array ( ) ) [8] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_Engine/module/Module.php [line] => 35 [function] => display [class] => SB_Decorator_Page [type] => -> [args] => Array ( ) ) [9] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_Engine/Controller.php [line] => 48 [function] => display [class] => SB_Module [type] => -> [args] => Array ( ) ) [10] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/sblib/core/SB_Engine/Controller.php [line] => 36 [function] => main [class] => SBE_Controller [type] => -> [args] => Array ( [0] => [1] => Array ( ) ) ) [11] => Array ( [file] => /home/agsafe5/repositories/elcosh/live/web_root/elcosh/index.php [line] => 14 [function] => run [class] => SBE_Controller [type] => -> [args] => Array ( ) ) ) [previous:Exception:private] => )