
Hexavalent Chromium Exposure Control (HexChEC) Video Guide/Instructor Manual: Best Practices for Welders
-
Hexavalent Chromium Exposure Control (HexChEC)
The following are links to all of the items in this collection:
Videos
- Hexavalent Chromium Exposure Control (HexChEC): Segment 1: Introduction
- Hexavalent Chromium Exposure Control (HexChEC): Segment 2: Exposure Assessment Tool
- Hexavalent Chromium Exposure Control (HexChEC): Segment 3: Local Exhaust Ventilation (LEV)
- Hexavalent Chromium Exposure Control (HexChEC): Segment 4: Applications of LEV
- Hexavalent Chromium Exposure Control (HexChEC): Segment 5: Other Controls
- Hexavalent Chromium Exposure Control (HexChEC): Segment 6: Regulations
Summary Statement
An instructor guide, poster and six videos on hexavalent chromium exposure monitoring results, providing weld shops with objective data to evaluate potential hazards. Produced by Washington State Labor and Industries' Safety and Health Investment Project with the University of Washington. Part of a collection. Click on the 'collection' button to access the other items.

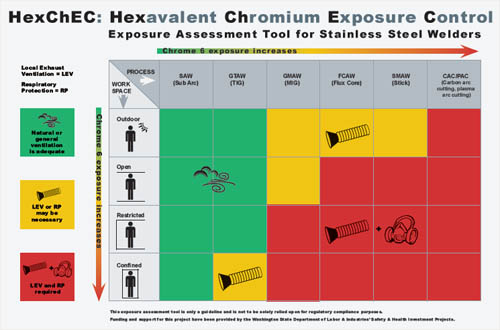
Table of Contents
-
Introduction: Getting to Know Chrome 6
Module 1: HexChEC Exposure Assessment Tool
Module 2: Local Exhaust Ventilation (LEV)
Module 3: Effective Applications of LEV
Module 4: Other Control Measures
Module 5: Washington State Department of Labor & Industries’ (L&I) Chrome 6 Regulation
-
Washington State Department of Labor & Industries (L&I)
Occupational Safety and Health Administration (OSHA)
National Institute for Occupational Safety and Health (NIOSH)
Other References
Local Exhaust Ventilation (LEV) Vendors
Funding and support for this project has been provided by the Washington State Department of Labor & Industries’ Safety & Health Investment Projects.
Hexavalent chromium, or chrome 6, is a form of chromium that can be found in welding fume when “hot work” is done on metals, such as stainless steel, that contain chromium. Exposure to fumes from welding, cutting, and other hot metal work is a recognized hazard for welders, and chrome 6 has been receiving increased attention from federal and state agencies in charge of protecting workers’ health. Research has shown that workers exposed to chrome 6 are at an increased risk of developing lung cancer, and welders are the largest worker population potentially exposed to this known carcinogen.
In order to reduce occupational exposure to chrome 6, in February 2006, the federal Occupational Safety and Health Administration (OSHA) implemented a standard, which significantly lowered the permissible exposure limit (PEL) from 50 to 5 micrograms per cubic meter (μg/m3), as an 8-hour time-weighted average (TWA). The regulation also outlines other requirements to protect workers from exposure. The previous PEL was actually 100 μg/m3 for chromates (a form of chrome 6), which corresponds to 52 μg/m3 as chromium.
Working safely with chrome 6 is a shared responsibility for welders, engineers, employers, and safety officers. This training package, Hexavalent Chromium Exposure Control: Best Practices for Welders (HexChEC), is a video-based program developed to raise awareness among Washington state welders and their employers about chrome 6, the standard, health effects of exposure, and best practices for exposure control—with an emphasis on local exhaust ventilation.
The HexChEC training package is designed to assist welders, supervisors, and safety officers in recognizing conditions that make overexposure to chrome 6 likely, so that appropriate controls can be effectively used to reduce exposures. Local exhaust ventilation (LEV) and good work practices can reduce welders’ exposure to chrome 6 and other hazardous welding fumes. Adopting these practices will also make it easier for employers to comply with the new chrome 6 regulation enforced by the Washington State Department of Labor & Industries (L&I), Division of Occupational Safety and Health (DOSH). The HexChEC video is divided into six customized modules, each 10 minutes or less. Most of the modules are intended for an audience of welders and their supervisors; those concerned with how L&I’s chrome 6 regulations apply to their workplace may be most interested in Module 5.
The six HexChEC video modules are:
- Introduction: Getting to Know Chrome 6
- Module 1: HexChEC Exposure Assessment Tool
- Module 2: Local Exhaust Ventilation (LEV)
- Module 3: Effective Applications of LEV
- Module 4: Other Control Measures
- Module 5: L&I’s Chrome 6 Regulation
The six video modules were developed so they can be viewed either all in one sitting or one at a time, such as during sequential safety briefings. Little preparation is required, and no extra materials are needed. Begin by showing a module and refer to the questions and talking points in this booklet to help lead a discussion about the video. Objectives, summaries, discussion questions, and talking points are provided for each video module. If possible, viewers should have a copy of the HexChEC Exposure Assessment Tool for Stainless Steel Welders (see inside front cover of this booklet) when watching Modules 1, 2, and 3. The HexChEC Exposure Assessment Tool, which is also available as a poster, is only to be used as a guideline and not to be relied upon for compliance purposes.
Upon completion of the training program, trainees will be able to recognize and successfully prioritize health hazards associated with welding on chromium-containing alloys and to use the appropriate workplace controls, such as effective use of local exhaust ventilation (LEV). Viewing all the video modules does not necessarily fulfill the training requirements of the chrome 6 regulation. The focus of the HexChEC video is effective use of LEV while L&I requires specific training on how employers will comply with the regulation. L&I has developed a PowerPoint training kit on chrome 6; this may be found at www.lni.wa.gov/Safety/TrainTools/Trainer/Kits/HexaChrom/ and used for compliance-related training.
Introduction - Getting to Know Chrome 6
Objectives
After watching the Introduction video, viewers should be able to:
- describe what chrome 6 is and why it is related to hot work on stainless steel.
- list three work-related sources of chrome 6.
- list three health effects related to chrome 6 exposures.
Summary
Smoke and fumes, part of any welding job, can pose real health hazards. Hexavalent chromium, or chrome 6, is a microscopic metallic particle found in stainless steel welding fume that is formed when hot work, such as welding, is done on stainless steel. The high heat of the arc oxidizes the chromium in the steel, and chrome 6 is released in the fumes. Other occupational exposures to chrome 6 include chromate paints, anti-corrosion sprays or dips, and wood preservatives.
Breathing chrome 6 is harmful to human health: it can cause holes in the nasal septum, chronic bronchitis, asthma, and dermatitis. Chrome 6 is also a carcinogen. Some studies have shown higher rates of lung cancer among welders, and other studies have shown excess respiratory cancers (from 2- to more than 50-fold) in chromium production workers. To better protect workers from this hazardous substance, federal OSHA and Washington State L&I regulate exposure levels to chrome 6. The chrome 6 permissible exposure limit (PEL) is 5 micrograms per cubic meter of air (5 μg/m3). Fortunately, working conditions can be kept safer and healthier for welders by using engineering controls such as local exhaust ventilation (LEV).
Discussion Questions and Talking Points
What is chrome 6?
Chrome 6 (hexavalent chromium or hex chrome) is:
- a microscopic metallic particle formed when hot work is done on stainless steel.
- a carcinogen; long-term exposure to chrome 6 can be hazardous to human health and increase the risk of developing lung cancer.
How are people exposed to chrome 6 in the workplace?
Occupational exposures to chrome 6 may occur during:
- welding or hot cutting on stainless steel, other metals with high chromium content, or metals coated with chromate paints.
- spray application or manufacture of chromate pigments and paints.
- work with anti-corrosion coatings (sprays, dips, chromic-acid plating tanks).
- work with wood preservatives.
What are the health effects of long-term exposure to chrome 6?
Harmful health effects associated with chrome 6 include:
- skin irritation, dermatitis, ulceration.
- asthma, bronchitis, respiratory irritation.
- nasal irritation, nosebleeds, holes in the nasal septum, nasal cancer.
- lung cancer.
How are welders protected from overexposure to chrome 6?
Chrome 6 exposure is regulated by OSHA and L&I:
- Federal OSHA sets a PEL to regulate exposure to chrome 6 in the work place. The PEL for chrome 6 is 5 μg/m3, averaged over an 8-hour workday.
- In Washington state, L&I’s Division of Occupational Safety and Health (DOSH) has promulgated regulations to protect welders, including those exposed to chrome 6. Their chrome 6 regulation is identical to the federal OSHA standard.
- Effective use of LEV can keep welders safe and help workplaces comply with regulatory requirements.
MODULE 1
HexChEC Exposure Assessment Tool
Objectives
After watching Module 1, viewers should be able to:
- name the two work conditions that most influence a welder’s exposure to chrome 6 and other welding fumes.
- categorize welding and cutting processes based on risk of chrome 6 overexposures, from highest to lowest risk.
- categorize work spaces based on risk of chrome 6 overexposures, from highest to lowest risk.
- explain why Material Safety Data Sheets (MSDS) are important to consult in assessing risk of chrome 6 overexposure.
- use the HexChEC Exposure Assessment Tool to determine the recommended controls to use for a particular hot-work process and work space.
Summary
The risk of metal fume fever shortly after welding on galvanized steel or Inconel® is well known; however, it’s uncommon to suffer these acute health effects after welding on stainless steel. Stainless steel has a reputation among welders for being a “clean” metal that is not as hazardous to work on as other materials, such as galvanized metals (containing zinc), Inconel® (containing nickel as well as chromium), or aluminum. In fact, continual overexposure to chrome 6 from hot work on stainless steel has serious long-term health effects such as nose ulcers, bronchitis, asthma, and even lung cancer, which is why some welding instructors call chrome 6 “the hidden hazard.” It’s important that workplaces are equipped with appropriate ventilation to keep welders safe and to keep their exposures to chrome 6 and other welding fumes below the permissible exposure limit (PEL).
Welding is a complex process and there are many variables related to fume generation and exposure. The HexChEC Exposure Assessment Tool makes it easy for welders to identify their personal risk of overexposure to chrome 6 during a particular job by focusing on the two work conditions that contribute most to exposures: 1) the hot-work process they are performing, and 2) the work space or location in which they are working. Recognizing that chrome 6 exposures depend on process and work space will help welders understand how to select the most appropriate controls. The data presented below is based on chrome 6 exposure monitoring conducted by the University of Washington Field Research and Consultation Group over the past two years in a variety of weld shops, shipyards, foundries, and fabrication facilities. All data are personal 8-hour time-weighted average (TWA) results.
Hot-Work Process
Carbon and plasma arc cutting result in the highest chrome 6 exposures followed by stick and then flux core welding. MIG welding produces a range of chrome 6 exposures that are often right around the PEL. Submerged arc and TIG welding produce low exposures.
Welding and cutting processes ranked from highest to lowest risk of overexposure to chrome 6:
- CAC/PAC (Carbon arc cutting/Plasma arc cutting)
SMAW (Stick)
FCAW (Flux core)
GMAW (MIG)
GTAW (TIG)
SAW (Sub Arc)
| TWA exposures by process | ||
| Process | Average (μg/m3) | % exceeding PEL |
| CAC/PAC (Cutting) | 13.6* | 79 |
| SMAW (Stick) | 33.1 | 78 |
| FCAW (Flux core) | 13.3 | 59 |
| GMAW (MIG) | 4.3 | 24 |
| GTAW (TIG) | 0.42 | 0 |
| SAW (Sub Arc) | 0.08 | 0 |
| * Higher task-duration concentrations, but not typically performed full-shift | ||
Work Space
Exposure to chrome 6 also depends on the airflow and ventilation available in the work space. Risk of overexposure increases as welders move from outdoors to an open shop space, to a restricted or enclosed space, to a confined space.
Work spaces ranked from highest to lowest risk of overexposure to chrome 6:
 |
Confined Space not designed for human occupancy, with limited entry or exit; for example, tanks, vats, pipes, ovens, vaults |
| Restricted Space welding booths or cells, areas with screens or curtains, a “hooch” or tent set-up, also includes the maritime definition of enclosed space |
|
| Open Space high ceilings (16 ft), ceilings or wall fans present, free airflow through bay doors, available space per welder greater than 10,000 ft3 |
|
| Outdoors outside in the open air with no obstructions |
| TWA exposures by work space | ||
| Work space | Average (μg/m3) | % exceeding PEL |
| Confined Space | 61.9 | 100 |
| Restricted Space | 9.2 | 36 |
| Open Space | 8.3 | 36 |
| Outdoors | 3.4 | 25 |
Putting It Together
The HexChEC Exposure Assessment Tool, which is based on monitoring data collected by UW industrial hygienists, is a guide that enables welders to quickly select what level of protection they need for their jobs. A copy of the tool is included inside the cover of this booklet and is also available separately as a poster. By identifying the particular process and the work space along the margins of the table, welders can easily determine if:
- natural or general ventilation is adequate to control fumes, or
- LEV or respiratory protection may be needed, or
- LEV and respiratory protection are required.
The Exposure Assessment Tool assumes that the welders who use it will be working on stainless steel. Stainless steel is an alloy which typically contains 10 to 30% chromium. This doesn’t mean that working on an alloy with a low chromium content won’t result in any exposure to chrome 6. In a confined space, chrome 6 exposures have been measured during hot work on metals containing less than 3% chromium.
It’s important to keep in mind that the filler metal contributes up to 95% of the total welding fume, while the base metal only contributes about 5% of the fume. Welders and supervisors should always consult Material Safety Data Sheets (MSDS) to accurately identify the chromium content of both the filler and base metals they are using. The more chromium there is in the filler and base metals, the more chrome 6 is in the welding fume.
Discussion Questions and Talking Points
Why is chrome 6 called “a hidden hazard?”
A common misperception is that stainless steel is a safer metal to work on than alloys with zinc, nickel, manganese, or aluminum. Until recently, the hazards of chrome 6 weren’t as well known as other metal fumes. Chrome 6 welding fume doesn’t cause acute health effects, such as metal fume fever. The health effects of chrome 6 are chronic or long-term—health effects may not show up until after years of exposure.
What are two work conditions that are good predictors of chrome 6 or other metal fume exposure?
The two variables most closely associated with chrome 6 exposures are the welding process and work space.
Discuss common processes used in the shop. Give different scenarios and ask welders to use the Exposure Assessment Tool to evaluate risk of exposure for different work processes and in different work spaces.
Why are Material Safety Data Sheets (MSDS) important to consult when assessing chrome 6 exposure?
Material Safety Data Sheets list the chromium content of base and filler metals:
- Not all stainless steel materials are the same. Materials with higher chromium content will generally generate fume with higher concentrations of chrome 6.
- Filler metals contribute up to 95% of total welding fume—the chromium content of the filler metal has a significant effect on the chrome 6 concentrations in the welding fumes.
Review MSDS for various stainless steel and other metals and filler materials used in the shop to compare the chromium content of each. Consider using materials with lower chromium content to reduce potential exposures.
MODULE 2
Local Exhaust Ventilation (LEV)
Objectives
After watching Module 2, viewers should be able to:
- describe the differences between natural, general, and local exhaust ventilation.
- name the four basic parts of an LEV system.
- identify the distance and the position the LEV hood should be from the weld.
- identify the correct capture velocity for an LEV system and explain why this capture velocity is recommended.
Summary
Effective ventilation is one of the best ways to reduce chrome 6 exposures. The type of ventilation required depends on environmental conditions, the work process used, and the work space.
| Natural Ventilation | General Ventilation | Local Exhaust Ventilation |
 |
||
Types of Ventilation
Natural ventilation occurs when air enters through open windows or doors.
General ventilation uses a fan or an HVAC system to move large quantities of air to dilute contaminants.
Local exhaust ventilation (LEV) captures contaminants at their source, before they reach a worker’s breathing zone.
Natural and general ventilation may not be sufficient to capture fumes when performing hot work on stainless steel. LEV is one of the best ways to reduce exposure to airborne contaminants like chrome 6. An LEV system doesn’t have to be fancy, sophisticated, or cost a lot. Many welding shops and shipyards put together their own systems with a basic fan or blower, and some ducting. Some systems may also have an air cleaning device like a high-efficiency particulate air (HEPA) filter.
Here some points to consider when selecting an LEV system:
- Can the hood and duct get close enough to the source of the welding fume without getting in the way of the work?
- Is the LEV portable so it can reach the point of the weld when working in a fixed location?
- Is flexible or rigid ducting needed?
- Will the fan and ductwork—which function together—adequately capture and move the fumes away from the welder and adjacent workers?
- Where will captured air be exhausted? Is an air cleaner like a HEPA filter needed? How often should HEPA filters be cleaned or replaced?
According to L&I, LEV systems should maintain a capture velocity of approximately 100 feet per minute (fpm) at the arc (WAC 296-24-71505 Local Exhaust Hoods and Booths). According to the American Welding Society AWS/ANSI Z49.1:2005 (Safety in Welding, Cutting, and Allied Processes), air velocities at this level or less will prevent “disturbance of the arc or flame” at the welding or cutting zone.
To attain this 100 fpm capture velocity, the hood of the LEV should be positioned within 1.5 hood or duct (if no hood is available) diameters from the arc. This guideline is based on experimental velocity contours for round and rectangular hoods (Industrial Ventilation: A Manual of Recommended Practice, ACGIH, 2007), and assumes a minimum volume of airflow measured in cubic feet per minute (cfm). Most commercially available LEV systems sold for welding fume extraction are rated to provide anywhere from 600 to 2000 cfm airflow. These, along with the most commonly provided ducts and hoods, should provide adequate capture velocities when positioned at 1.5 hood or duct diameters away from the arc. Keep in mind that this distance is a general rule of thumb and capture velocities should be measured at the arc to ensure that approximately 100 fpm is maintained. Measurements can be taken using a device called a thermal anemometer.
Regulatory agencies are more concerned with whether the PEL has been exceeded than whether the duct is positioned in a certain location; following the 1.5-diameter guideline should help weld shops comply with the PEL. Contact an industrial hygienist to help evaluate exposure and/or ventilation.
When working on a large part, maintaining this distance will require that the hood be frequently repositioned. The hood should be positioned at an angle— one that’s not directly above the welder’s head!—that adequately captures the welding fumes and draws them away from the breathing zone. Dedicated exhaust hoods for each work space are recommended; too many ducts pulling off the same fan will reduce the air volume being moved at each location. Again, contact an industrial hygienist (for example, a DOSH consultant or a consultant from the University of Washington Field Research and Consultation Group) to evaluate ventilation systems and offer recommendations.
Discussion Questions and Talking Points
What are the differences between natural, general, and local exhaust ventilation?
Ventilation is used to control contaminants—such as chrome 6—in the work environment:
- Natural and general ventilation dilute the concentration of chrome 6 by supplying fresh air, but they don’t necessarily remove contaminants from the workers’ breathing zone.
- Natural ventilation takes advantage of naturally occurring airflow, such as the wind outside, or cross breezes from open bay doors.
- General ventilation includes the use of cooling fans or HVAC systems.
- Natural and general ventilation may be appropriate for a job, but only if:
- the work space has high ceilings (16 feet), and
- the space per welder exceeds 10,000 cubic feet, and there are no barriers or curtains to obstruct airflow.
- Natural and general ventilation are never sufficient in confined spaces.
- Local exhaust ventilation (LEV) is an engineering control that captures, removes, and exhausts the contaminated air, often through a filter.
- LEV, like general ventilation, is also mechanical but it moves a smaller amount of air more efficiently and should not disrupt the shielding gas.
- LEV is the preferred method of ventilation.
What are the basic parts of an LEV system?
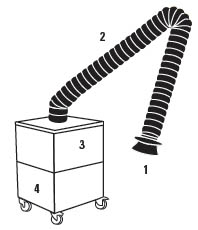
LEV systems have four (4) basic parts:
- The hood or enclosure to capture the contaminant, including welding fumes, at the source.
- Ductwork, which transports the welding fume from the hood to the fan.
- A fan to pull the air through the hood, duct work, and air cleaning device.
- An air cleaning device, such as a filter, to remove the contaminant from the air so it’s not blown back into the shop or into a space where others may be working.
What is the proper capture velocity for an LEV system?
Most LEV systems for welding are designed to move a volume of air that will provide a capture velocity of 100 feet per minute at the arc. To maintain this optimal fume capture:
- the hood should be 1.5 hood or duct diameters from the arc.
- the hood should be above the arc and at an angle, away from the breathing zone. Keep in mind that welding fumes naturally rise.
MODULE 3
Effective Applications of Local Exhaust Ventilation (LEV)
Objectives
After watching Module 3, viewers should be able to:
- describe the differences in potential exposures when welding outside, in a hooch, in a shop, and in a confined space.
- explain what must happen before a welder does hot work in a confined space.
- describe why the position of the LEV hood is important in reducing chrome 6 exposures.
Summary
Module 3 uses video exposure monitoring (VEM) in three different hot work scenarios to highlight the effective use of LEV. VEM is a technique in which total dust (welding fume) is measured every second and visually represented by a red bar whose height changes in real time on a computer screen, as the worker’s exposure changes. In this video, we use a real-time aerosol monitor to measure total dust or welding fume outside the welder’s helmet. VEM allows the viewer to see how total fume exposure changes with the process, work space, and LEV that the welder uses. VEM visually demonstrates effective LEV use, which includes keeping the hood within 1.5 hood or duct diameters from the arc and positioning it at an angle that will pull the fumes away from the welder’s breathing zone.
VEM Scenario 1
Process: Stick welding
Work Spaces: Outdoors and in a restricted space (a hooch, or tent around outdoor welding)
Stick welding is a smoky process. Even though welders often think that the fume will be blown away when outdoors, overexposures may still occur. Wind is natural ventilation that can’t be controlled. Gentle cross breezes can push fumes into the welder’s breathing zone, increasing exposures.
Setting up a “hooch” may increase airborne overexposures. Although a hooch protects the welder and weld from the weather, it significantly reduces airflow and can turn an outdoor work space into a restricted work space. Without LEV, welding fumes quickly build up inside a hooch and overexposures are likely. With LEV, welding fumes are captured and removed from the welder’s breathing zone. If there is no filter on the LEV system, make sure that the LEV is not exhausting back into the “hooch” or into an adjacent welder’s work area.
VEM Scenario 2
Processes: Flux core and MIG welding
Work Space: In an open space (a fabrication shop)
Flux core arc welding is also a smoky process that usually results in overexposures. Even flux core welding in an open shop calls for LEV. In this scenario, we demonstrate LEV positioned too far away and directly above the welder’s head, both resulting in higher exposures than when the LEV is positioned above, but at an angle to the side of the welder, about 1.5 hood diameters from the arc.
Estimating exposures for MIG welding is less straightforward and depends a lot on the natural and general ventilation available in a given work space, but LEV is still recommended. While exposures during MIG welding in the shop are not as high as during flux core welding, properly positioned LEV results in even lower exposures. The goal is always to reduce chrome 6 exposures as much as possible.
VEM Scenario 3
Processes: Stick welding and carbon arc cutting
Work Space: In a confined space (the ballast of a dry dock)
Stick welding is a smoky process. It is often used to weld in confined spaces because it is so portable. Carbon arc cutting has the highest fume generation of all the hot-work processes discussed in this video. Both of these jobs pose a high risk of overexposure. In a confined space, these processes will definitely produce high airborne chrome 6 concentrations.
Any time hot work is done in confined spaces, mechanical ventilation must be provided. If LEV cannot provide sufficient exposure control, supplied-air respirators may be required. Prior to entry, confined spaces must be tested, inspected, and determined safe by a certified marine chemist, industrial hygienist, or other qualified person. A record of these tests and a permit must be kept.
The LEV system used at the dry dock shown in the video has six-inch flexible ducting and is well suited for confined space work. When positioning LEV in a restricted or confined space, keep in mind that any bends and kinks in the hose affect the efficiency of the LEV system and its ability to capture air. If sparks are created as the work is done, be careful that the sparks don’t catch the ductwork on fire. With carbon arc cutting, the high temperatures and travel of the sparks may create a fire hazard if the duct work is positioned downwind.
Discussion Questions and Talking Points
How does potential exposure to welding fume change with different work spaces?
As airflow or ventilation in a work space is reduced, the risk of overexposure to chrome 6 increases:
- The risk of chrome 6 overexposure increases as the welder moves from an outdoor space to spaces where natural ventilation and general ventilation are limited, such as spaces that are open (in a shop), restricted (in a hooch or small welding booth or cell), or confined (in a tank).
- Natural ventilation can’t be controlled—a breeze may not be enough to remove the fumes, or it may even blow the fumes into the welder’s breathing zone. Even in the outdoors, LEV may be needed to keep exposures low.
What steps must be taken before a welder can enter and work in a confined space?
Stainless steel welding in confined spaces can produce very high airborne chrome 6 concentrations. In fact, any hot work in a confined space can result in high welding fume exposures. Before a welder can enter and work in a confined space, the following are required:
- An industrial hygienist or safety professional, a marine chemist (onboard a vessel), or other qualified person must inspect, test, and certify the space as safe for entry. A permit must be posted at the point of entry.
- Mechanical ventilation must be in place.
- If LEV cannot provide sufficient protection to maintain airborne concentrations below the PEL, respiratory protection is required. Depending on exposures, positive pressure respirators, such as a powered air-purifying respirator (PAPR) or supplied-air respirator (SAR), may be needed.
What is the correct position of LEV and why is maintaining this position important?
It is not enough to just have an LEV system. LEV must be used effectively or it will not capture the fumes and pull them away from the welder’s breathing zone.
- The hood of the LEV should be placed about 1.5 hood or duct diameters from the arc, the source of the fumes. Use duct diameters if the LEV doesn’t have a hood attached to the ducting. If the LEV has a rectangular hood, use the longest side of the hood to judge the distance for correct placement.
- The hood should be positioned above and to one side of the arc, and at an angle (as a guide, imagine the hood at a 45-degree angle to the arc).
- Avoid kinks or bends in the LEV ductwork, as these will increase friction losses and decrease the airflow.
MODULE 4
Other Control Measures
Objectives
After watching Module 4, viewers should be able to:
- identify at least three different methods for reducing exposure to chrome 6 (in addition to effective use of LEV).
- describe why substituting welding materials might be a way to reduce chrome 6 exposures.
- describe why substituting a different welding process might be a way to reduce chrome 6 exposures.
Summary
Measures that reduce chrome 6 exposures (besides an LEV system) are elimination, substitution, engineering, administrative controls, and personal protective equipment. Industrial hygienists rank these controls from most effective (elimination) to least effective (respiratory protection) and call this order the “hierarchy of controls.” Because welders may not have input into how the job is done, Module 4 may be more relevant to welding engineers and supervisors.
Hierarchy of Controls
- Eliminate the hazard
Exposure to chrome 6 can be eliminated if the part can be built in a way that doesn’t involve hot work; for example, using rivets, screws, or bolts to attach parts.
- Substitute the base or filler metals with metals that have lower percent chromium
Materials with higher chromium content release more chrome 6 during hot work. If the work site uses high-chrome fillers, it’s worth checking to see whether materials with lower chromium content can be substituted. Many weld shops are successfully using 9% chromium materials where possible; this seems to fulfill quality specifications in many situations while generating welding fumes with lower levels of chrome 6.
- Use a cleaner welding process
If possible, opt for a welding process that generates less fumes. For example, plasma cutting generates much less fume than carbon arc cutting; MIG generates less chrome 6 than flux core; pulsed MIG generates less chrome 6 than short circuit or spray transfer MIG; and TIG generates less chrome 6 than MIG. Studies have shown that using a cleaner welding process can reduce chrome 6 exposures by 60 to 90%.
- Reduce the amperage and voltage
Welding parameters such as amperage and voltage often have upper and lower ranges that will work to get the job done. Decreasing amperage and voltage may reduce chrome 6 fumes.
- Use a filler wire or rod with a smaller diameter
Filler material contributes more fume than base metal. Using a wire or rod with a smaller diameter can reduce exposure to chrome 6. The L&I welding regulation requires additional general ventilation when using larger diameter welding rods or wire.
- Change the shielding gas
CO2 shielding gas increases the likelihood of overexposures because pure CO2 creates good conditions for oxidizing chromium into chrome 6. Certain gas blends have been shown to reduce the generation of chrome 6. An argon/CO2 blend can provide better shielding and creates less fumes. Using nitrogen gas instead of compressed air for plasma cutters can reduce exposures to chrome 6 and other metal fumes.
- Request flux components that reduce chrome 6
The components of the flux found in stick and flux core arc welding stabilize chrome 6 in the air, allowing it to “hang around” longer. Research is being conducted to evaluate ways to change flux components to reduce the amount of chrome 6 that is generated.
- Change body position
Body position can influence welders’ exposure to chrome 6 and other welding fumes. Changing position can be an easy modification to make. Any welding position that allows the fume to flow through the breathing zone can dramatically increase exposures. Even small adjustments can make a big impact, so welders should be reminded to keep their heads out of the smoke. Although it depends on the work environment and airflow conditions, flat position welding may result in higher fume exposure and overhead welding may lead to lower fume exposure.
- Use respiratory protection
If using LEV or other controls described previously is insufficient to keep chrome 6 exposures below the PEL, welders are required to wear respirators. Some situations require both LEV and respiratory protection. If employees are provided with respirators, consult the L&I regulation for respiratory protection (WAC 296-842). Half-face respirators with HEPA or P-100 filters protect welders from exposures up to 10 times the PEL; if exposures exceed the PEL by more than 10 times, powered air-purifying respirator (PAPR) helmets or supplied air respirators are required. A PAPR has a protection factor of 25 to 1000, depending on helmet style and fit.
Discussion Questions and Talking Points
What controls exist to reduce chrome 6 exposures when hot work is done on stainless steel?
Elimination or substitution
- Change the base or filler metals for materials with lower percent chromium.
- Opt for a hot-work process that generates the least fumes.
Engineering controls
- Use mechanical ventilation such as LEV.
- Reduce the amperage and voltage.
- Use a wire or rod with a smaller diameter.
- Switch from a pure CO2 shielding gas to an argon/CO2 blend.
Administrative controls/Personal protective equipment (PPE)
- Remind welders to keep their heads out of the smoke.
- Provide respirators, if needed.
MODULE 5
L&I’s Chrome 6 Regulation
Objectives
After watching Module 5, viewers should be able to:
- describe the major components of the chrome 6 regulations/standard.
- list L&I’s permissible exposure limit (PEL) and action level (AL) for chrome 6.
- identify the actions required if air sampling results reveal that employees are:
- below the AL
- above the AL but below the PEL
- above the PEL for a job that is done less than 30 days in a year
- above the PEL for a job that is done more than 30 days in a year.
Summary
In 2006, DOSH passed new chrome 6 regulations. The regulations are detailed and employers will need to regularly consult them. Refer to the L&I resources listed at the end of the guide for more complete details.
The HexChEC training package focuses on local exhaust ventilation and other control methods that employers may use to stay compliant. An overview of the sections of the DOSH regulation is presented below:
Know the permissible exposure limit (PEL) and the action level (AL)
The PEL limits workers’ exposures to an airborne concentration less than 5 micrograms of chrome 6 per cubic meter of air, averaged over an eight-hour work shift. The AL is set at one-half the PEL, or 2.5 micrograms of chrome 6 per cubic meter of air, averaged over an eight-hour work shift. With effective LEV, employers may be able to ensure their welders are not exposed to chrome 6 above the AL. If exposures exceed these limits, the following requirements may apply in the workplace.
Monitor the chrome 6 exposure of workers who do hot work on stainless steel
Personal air samples must be collected in accordance with OSHA ID-215 (version 2). Check with an industrial hygienist for more information on the approved sampling method and AIHA-accredited laboratories that can perform the analysis. Samples should represent all the different hot-work tasks that are done in the shop. Monitoring will have to be repeated if there are changes in process or production that could change chrome 6 exposures. Monitoring results should be shared with welders even if less than the PEL. Welders who are exposed above the PEL must be notified.
The regulation requires routine monitoring of representative employees performing regularly scheduled stainless steel hot-work processes. In many cases, these processes don’t occur on a regular basis so the use of objective airmonitoring data is also permitted. The data that the UW Field Research and Consultation Group (FRCG) has been collecting are an example of objective data, as defined by the regulation. In order to use these data, work conditions must be very similar. For more information on the use of objective data, please contact L&I or the UW FRCG, or refer to the regulation.
Keep records related to the regulation
Managers must keep all records of air sampling and medical surveillance results for at least 30 years. It is good policy to share the results with employees, even if the results are below the PEL. Medical reports must be kept confidential.
Train workers on the chrome 6 regulation
Having workers view this video is not adequate training to be in compliance with the standard. L&I has a PowerPoint training program available on their website that can be adapted and used to fulfill these requirements. Check the resources section in this manual for the location of these materials.
Establish housekeeping procedures and regulated areas
These two sections of the standard apply only to general industry; they do not apply to construction or maritime work. Regardless of airborne exposures, actions must be taken to keep surfaces as free of chrome 6 contamination as possible. Suggested cleaning methods include vacuuming surfaces with a HEPA vacuum or using a wet rag to wipe down surfaces. Waste, scrap, debris, or any other materials contaminated with chrome 6, including LEV system filters, must be placed in sealed, impermeable bags or other closed containers for disposal. Check with local hazardous waste regulators to see how to dispose of chromium-contaminated waste.
Where airborne exposures are likely to exceed the PEL, the employer must establish a regulated area that is separated from the rest of the shop and to alert and require those entering the area to take appropriate precautions to protect themselves from exposure.
Provide appropriate protective clothing and hygiene areas
When a chrome 6 hazard is present, employers are required to provide protective work clothing and equipment at no charge to employees. Additional protective clothing, such as Tyvek®, may not be necessary for welders working on typical stainless steel projects because they are already protected from skin hazards such as UV radiation and burns.
Where protective clothing is provided, washing facilities must be available so that employees can wash their hands and faces before eating and drinking. Separate eating and drinking areas must be kept free of chrome 6 contamination. Industrial hygienists can collect surface wipe samples in hygiene areas to evaluate compliance with these requirements.
Provide respiratory protection, if needed
If engineering controls and LEV are not enough to keep exposures below the PEL, respirators are needed. Respirators are also necessary when LEV is not available or when it is being installed and checked. Some situations—such as hot work in a confined space—require respirator use. Otherwise, respirators are less reliable than engineering controls like LEV, can be more expensive to maintain and use, and may create problems, such as put stress on the health of employees who may not be fit to wear them.
The style of respirator required depends on chrome 6 concentrations. If exposures are up to 10 times the PEL, half-face respirators with P-100 cartridges must be worn, but if exposures exceed 10 times the PEL, respiratory protection with a greater protection factor must be used. This includes a powered air-purifying welders’ helmet, which has a protection factor of 25, meaning that it can be worn in environments up to 125 μg/m3. Welders respond favorably to these respirators because they provide the same eye protection as welding helmets, additional respiratory protection, and cooling. Confined space hot work often requires the use of supplied air respiratory protection. Please refer to L&I’s respirator standard (WAC 296- 842) for more information.
Provide medical surveillance
Where full-shift exposures are at or above the action level (2.5 μg/m3) for more than 30 days a year, employers must provide medical surveillance to those employees at no charge. A licensed health care professional (for example, an occupational physician or occupational health nurse) must perform an examination with emphasis on chrome 6 exposures and the respiratory tract.
Discussion Questions and Talking Points
What should employers do if air sampling reveals exposures are above the AL but below the PEL?
In addition to complying with the basic requirements, employers must:
- repeat air sampling every six months until levels are below the action level,
- carry out medical surveillance with an occupational medicine doctor or other appropriate health care provider, and
- provide training on the requirements of the regulation.
What do employers need to do if air sampling reveals exposures are above the PEL for a job that is done less than 30 days in a year?
In addition to complying with the basic regulations, employers must:
- repeat air sampling every three months until levels are below the AL,
- share these results with employees,
- provide respiratory protection, and
- establish regulated areas in places where employee exposures are expected to be higher than the PEL. It is generally recommended to allow stainless steel hot work in only one area of the shop.
Note: Job rotation is not a permitted method to reduce exposures.
What do employers need to do if air sampling reveals that exposures are above the PEL for a job that is performed more than 30 days in a year?
In addition to complying with the basic regulations, employers must:
- install and use feasible engineering controls, such as LEV, or
- change work practices to reduce exposures below the PEL.
If these controls and work practices do not reduce exposures below the PEL, then respirators are required.
Washington State Department of Labor & Industries (L&I)
Central Office
Mailing: PO Box 44810, Olympia, WA, 98504-4810
State mail: 44810
Location: 7273 Linderson Way SW, Tumwater, WA, 98501-5414
Tel: 1-800-423-7233 (1-800-4BE-SAFE)
Web: www.lni.wa.gov
L&I Consultation Offices
Region 1 425-290-1431
Counties: San Juan Island, Skagit, Snohomish, Whatcom
Region 2 206-515-2837
County: King
Region 3 253-596-3917
Counties: Clallam, Jefferson, Kitsap, Pierce
Region 4 360-902-5472
Counties: Clark, Cowlitz, Grays Harbor, Klickitat, Lewis, Mason, Pacific, Skamania, Thurston, Wahkiakum
Region 5 509-886-6570
Counties: Adams (West County), Benton, Chelan, Columbia, Douglas, Franklin, Grant, Kittitas, Okanogan, Walla Walla, Yakima
Region 6 509-324-2543
Counties: Adams (East County), Asotin, Ferry, Garfield, Lincoln, Pend Orielle, Spokane, Stevens, Whitman
L&I Washington Administrative Code (WAC) Regulations
Confined Spaces—WAC 296-809
http://apps.leg.wa.gov/wac/default.aspx?cite=296-809-099
Hexavalent Chromium Training Kit
www.lni.wa.gov/Safety/TrainTools/Trainer/Kits/HexaChrom/
Hexavalent Chromium— WAC 296-62, Part 1-2
http://www.lni.wa.gov/safety/rules/chapter/62/WAC296-62.PDF
A copy is also available from L&I’s central office.
Local Exhaust Hoods and Booths—WAC 296-24-71505
http://apps.leg.wa.gov/wac/default.aspx?dispo=true&cite=296-24&full=true#296-24-71505
Respirators—WAC 296-842
http://www.lni.wa.gov/safety/rules/chapter/842/WAC296-842.PDF
Occupational Safety and Health Administration (OSHA)
Health Effects of Hexavalent Chromium. OSHA Fact Sheet (2006)
www.osha.gov/OshDoc/data_General_Facts/hexavalent_chromium.pdf
Hexavalent Chromium, Safety and Health Topics
www.osha.gov/SLTC/hexavalentchromium/index.html
Hexavalent Chromium, Sampling and Analytical Method— Method ID-215 (version 2)
www.osha.gov/dts/sltc/methods/inorganic/id215_v2/id215_v2.html
Hexavalent Chromium, Wipe Sampling Method—Method W4001
www.osha.gov/dts/sltc/methods/validated/t-w4001-fv-02-0104-m/t-w4001- fv-02-0104-m.html
Inspection Procedures for the Chromium (VI) Standards Directives CPL 02-02-074
www.osha.gov/OshDoc/Directive_pdf/CPL_02-02-074.pdf
Occupational Exposure to Hexavalent Chromium Federal Register 71:10099-10385
www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=FEDERAL_ REGISTER&p_id=18599
Small Entity Compliance Guide for the Hexavalent Chromium Standards OSHA Publication 3320 (2006)
www.osha.gov/Publications/OSHA_small_entity_comp.pdf
National Institute for Occupational Safety and Health (NIOSH)
Criteria Document Update: Occupational Exposure to Hexavalent Chromium
www.cdc.gov/niosh/docket/nioshdocket0144.html
Hexavalent Chromium, NIOSH Safety and Health Topic
www.cdc.gov/niosh/topics/hexchrom/
Field Guide for Temporary Ventilation of Confined Spaces by Michael K. Harris, et al. Published by American Industrial Hygiene Association, 1996.
Industrial Ventilation: A Manual of Recommended Practice
Published by American Conference of Governmental Industrial Hygienists, Inc., 2007.
Safety in Welding, Cutting, and Allied Processes
An American National Standard, ANSI Z49.1:2005 American Welding Society
www.aws.org/technical/facts/Z49.1-2005-all.pdf
Welding Health and Safety: A Field Guide for OEHS Professionals by Michael K. Harris. Published by American Industrial Hygiene Association, 2002.
Welding Fume Controls
Dennis JH, French MJ, Hewitt PJ, Mortazavi SB, Redding CA. Control of exposure to hexavalent chromium and ozone in gas metal arc welding of stainless steels by use of a secondary shield gas. Ann Occup Hyg 46(1):43- 8, 2002.
Dennis JH, Mortazavi SB, French MJ, Hewitt PJ, Redding CR. The effects of welding parameters on ultra-violet light emissions, ozone and CrVI formation in MIG welding. Ann Occup Hyg 41(1):95-104, 1997.
Hovde CA, Raynor PC. Effects of voltage and wire feed speed on weld fume characteristics. J Occup Environ Hyg 4:903–912, 2007.
Keane M, Stone S, Chen BT, Slaven J, Schwegler-Berry D, Antonini JM. Hexavalent chromium content in stainless steel welding fumes is dependent on the welding process and shield gas type. J of Environ Monit 11:418–424, 2009.
Yoon CS, Paik NW, Kim JH. Fume generation and content of total chromium and hexavalent chromium in flux-cored arc welding. Ann Occup Hyg 47: 671–680, 2003.
Video Exposure Monitoring
Analyzing Workplace Exposure Using Direct Reading Instruments and Video Exposure Monitoring Techniques. US Department of Health and Human Services (DHHS), National Institute for Occupational Safety and Health (NIOSH), Publication No. 92-104, 1992.
Rosén G, Andersson IM, Walsh PT, Clark RD, Säämänen A, Heinonen K, Riipinen H, Pääkkönen R. A review of video exposure monitoring as an occupational hygiene tool. Ann Occup Hyg 49(3):201–17, 2005.
Local Exhaust Ventilation (LEV) Vendors
Air Cleaning Technology
http://www.aircleaningtechnology.com/orig/applications/welding.htm
Air Quality Engineering AQE 2000
www.air-quality-eng.com/aqe_2000.php
Air Systems International Confined Space Ventilation Equipment
www.airsystems.com
Airflow Systems
www.airflowsystems.com/products/portable-dust-collectors.php
Clean Air America
http://clean-air.com/clean-air-america-products
Donaldson Torit Easy-Trunk and Porta-Trunk
http://www2.donaldson.com/torit/en-us/pages/default.aspx?
ESTA SRF K-10
www.esta-senden.de
Lincoln Mobiflex 200-M and 400-MS
www.lincolnelectric.com
Miller “FiltAir” Portable Fume Extractors
www.millerwelds.com/products/fumeextraction/filtair/
Nederman, Inc. Portable Fume Extractors
www.nederman.com
United Air Specialists Portable ESP Mist Collector (AKA “Smog-Hog,” “Porta-Hog,” or “Dust Hog”)
www.uasinc.com/PCN.aspx
Action level (AL)
The action level (AL) is set at one-half of the PEL, or 2.5 micrograms per cubic meter (2.5 μg/m3) of air calculated as an 8-hour time-weighted average for chrome 6. Maintaining exposures below the AL provides increased assurance that employees will not be exposed to chrome 6 at levels above the PEL because of exposure variations in the workplace. When exposures are at this concentration or above it, employers are required to initiate a variety of actions to protect their workers.
Acute
An acute exposure is one of short duration, usually to relatively high concentrations or amounts of material; may result in acute health effects, which are adverse effects on a human, with symptoms developing rapidly (within minutes to hours).
Breathing zone
The space around and in front of an employee’s nose and mouth, forming a hemisphere with a 6- to 9-inch radius.
Capture velocity
Air speed necessary to overcome opposing air currents and draw a contaminant into a hood. Effective LEV systems should maintain a capture velocity of 100 feet per minute at the arc.
Carcinogen
A cancer-causing substance or agent.
Chronic
A chronic exposure is continuous or intermittent, extending over a long time period, and usually associated with lower concentrations of a health hazard; may result in chronic health effects, which are adverse effects on a human resulting from long-term exposure to a chemical (months, years, or decades).
General exhaust ventilation
The general movement of air out of an area or permit-required confined space by mechanical or natural means.
Hexavalent chromium or chrome 6
Hexavalent chromium (CrVI), hex chrome, or chrome 6, is a compound that exists in several forms and has many industrial uses, such as in paints, chrome plating, and wood preservatives. Chrome 6 is also produced when “hot work” is done on stainless steel. Stainless steel or other chromiumcontaining metal workers may be exposed to chrome 6 from welding fume.
Local exhaust ventilation (LEV)
LEV is a form of engineering control that encloses the material, equipment, or process as much as possible and removes process emission prior to its escape into the worker’s breathing zone.
LEV hood
The primary function of the LEV hood is to create an airflow that will capture the contaminant at its source and move it into the exhaust duct.
Objective data
Air monitoring data from industry-wide surveys demonstrating chrome 6 exposures associated with a particular product and specific process. Data must reflect workplace conditions that closely reflect the employer’s operation.
Oxidize
To combine with oxygen; to increase the positive charge or valence of an element by removing electrons.
Permissible exposure limit (PEL)
The amount of an airborne chemical, toxic substance, or other harmful agent that must not be exceeded. The regulatory limits for these airborne chemicals or toxic substances are typically reported as an 8-hour, timeweighted average (TWA). The PEL-TWA for chrome 6 is 5 micrograms per cubic meter of air (5 μg/m3).
Ventilation
Providing, circulating, or exhausting air into or out of a space or an area.
Video exposure monitoring (VEM)
A tool that measures and records an employee’s exposure to a contaminant (in this case, total particulate), using a direct reading instrument, and at the same time records workplace activities (in this case, hot work) on video.
| AL | Action Level |
| ANSI | American National Standards Institute |
| DOSH | Division of Occupational Safety and Health |
| HEPA | High Efficiency Particulate Air |
| HexChEC | Hexavalent Chromium Exposure Control |
| HVAC | Heating Ventilating and Air Conditioning |
| L&I | Washington State Department of Labor & Industries |
| LEV | Local Exhaust Ventilation |
| MSDS | Material Safety Data Sheets |
| NIOSH | National Institute for Occupational Safety and Health |
| OSHA | Occupational Safety and Health Administration |
| PAPR | Powered Air-Purifying Respirator |
| PEL | Permissible Exposure Limit |
| SAR | Supplied Air Respirator |
| TWA | Time-Weighted Average |
| VEM | Video Exposure Monitoring |
American Welding Society (AWS) Terminology
| CAC | Carbon Arc Cutting, also known as gouging or scarfing |
| FCAW | Flux Core Arc Welding, sometimes known as dual shield or hollow wire MIG |
| GMAW | Gas Metal Arc Welding, or MIG |
| GTAW | Gas Tungsten Arc Welding, or TIG |
| MIG | Manual Inert Gas |
| PAC | Plasma Arc Cutting |
| SAW | Submerged Arc Welding |
| SMAW | Shielded Metal Arc Welding, or stick |
| TIG | Tungsten Inert Gas |
Cover photo: Venetia Runnion; background: ©2009 www.photos.com; Inside photos: Venetia Runnion, Field Research and Consultation Group Archives, ©2009 www.photos.com